
Reference Guide
Design Considerations - FactoryTalk® View Site Edition
Copyright ©2022 Rockwell Automation, Inc.

Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 2 of 53
Table of contents
1
Introduction ......................................................................................................................................................... 3
2
Physical – Reference Architecture ........................................................................................................................ 4
3
Computer Hardware and Operating Systems ......................................................................................................... 6
4
System Sizing Recommendations ........................................................................................................................ 10
5
FactoryTalk Services Platform Topology .............................................................................................................. 10
6
FactoryTalk View SE Station and Network Station ................................................................................................ 12
7
FactoryTalk View SE Redundancy ........................................................................................................................ 12
8
Hardware
Redundancy ........................................................................................................................................ 16
9
Client Considerations in a FactoryTalk View SE Application ................................................................................... 16
10
FactoryTalk
ViewPoint
Web-based
HMI clients
..................................................................................................... 19
11
Controller (PLC) Considerations .......................................................................................................................... 20
12
PlantPAX Architectures ...................................................................................................................................... 23
13
FactoryTalk View SE Installation ......................................................................................................................... 23
14
FactoryTalk Activation ....................................................................................................................................... 25
15
Communications
(Live
Data)
............................................................................................................................... 26
16
Alarm and Events ............................................................................................................................................... 29
17
Datalogging ....................................................................................................................................................... 33
18
Global Objects .................................................................................................................................................... 34
19
Security ............................................................................................................................................................. 36
20
Trending ............................................................................................................................................................. 37
21
Language
Switching ........................................................................................................................................... 37
22
Graphic
Displays ................................................................................................................................................ 38
23
Windows PowerShell Integration with FactoryTalk View SE ................................................................................ 45
24
HMI Server Startup Type ..................................................................................................................................... 46
25
Multi-User System Remote HMI Client Awareness ................................................................................................ 46
26
Multi-Monitor
Support
........................................................................................................................................ 46
27
Applying FactoryTalk View SE in a 21 CFR Part 11 environment ...............................................................................47
28
Maintenance
and
Troubleshooting
....................................................................................................................... 48
29
FactoryTalk View SE Tools .................................................................................................................................. 50
30
Other Tools and Utilities ....................................................................................................................................... 51
31
RSView32 to FactoryTalk View SE Conversions .................................................................................................... 51
32
Reference
Information
Links
.............................................................................................................................. 53

Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 3 of 53
1
Introduction
This document is intended as a supplement to the standard documentation that is
provided with FactoryTalk® View Site Edition.
It is designed to make system developers aware of the fundamental best-practice
guidelines for designing and implementing a FactoryTalk® View Site Edition system. If
you are new to building FactoryTalk® View SE distributed systems, this is a guide to help
you make decisions. This document will discuss some topics in detail; or this document
may refer you to another article or website where the topic is discussed in more detail (and
is more routinely updated).
This document (and any future updates) can be found in the Rockwell Automation
Knowledgebase (RAKB):
RAKB: IN3416 - FactoryTalk View SE Distributed System Design Considerations
Frequently throughout this document, the user will be directed to more information in the
form of Rockwell Automation Knowledgebase Answer IDs, or AIDs. These are technical
papers are created by Rockwell Automation and posted on the Rockwell Automation
Knowledgebase (RAKB) are accessible at the following link:
https://rockwellautomation.custhelp.com
Note: The Knowledgebase requires a login, and some AIDs are restricted to those with a
Tech Support contract. Public AIDs are referenced within this document when possible.
Locate FactoryTalk View Site Edition product information online at the following link:
https://www.rockwellautomation.com/en-
us/products/software/factorytalk/operationsuite/view/factorytalk-view-site-
edition.html
RSView32 to FactoryTalk View SE migration: https://www.rockwellautomation.com/en-
us/products/software/factorytalk/operationsuite/view/rsview32-to-factorytalk-view-
se.html
FactoryTalk View SE Release Notes:
RAKB: IN7272 - FactoryTalk View ME/SE Release Notes
Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 4 of 53
2
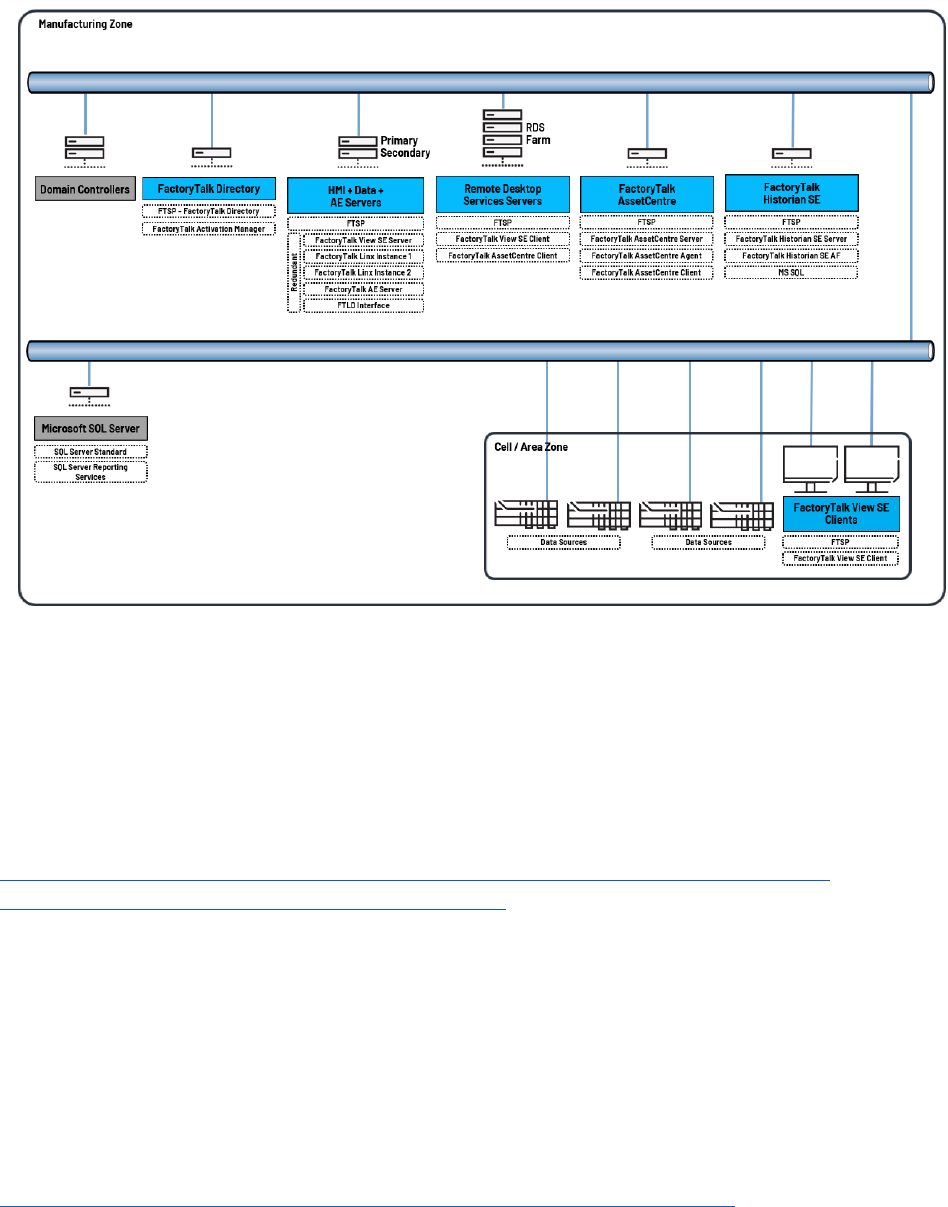
Physical – Reference Architecture
Networking Considerations
A distributed HMI solution requires a reliable network to support communications
between the servers and the clients. Ethernet communications rely on a network that
does not have noise, interrupted connectivity, excessive collisions, or broadcast
storms. The options are endless when designing your network topology, but best
practices are always recommended.
Learn more about Industrial Network Architectures here:
https://www.rockwellautomation.com/en-us/capabilities/industrial-networks.html
Ethernet Design Considerations Reference Manual
Firewalls are used to separate networks.
They can block traffic based on user, TCP/UDP port number and/or by
source/destination. Firewalls do not provide protection against viruses or intrusions.
It is a best practice to use Remote Desktop Services to "get through" a Firewall.
However, if necessary, ports can be manually opened to allow FactoryTalk network
related traffic to pass. The TCP ports used by Rockwell Automation products can be
found here:
RAKB: BF7490 - TCP/UDP Ports Used by Rockwell Automation Products

Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 5 of 53
Wireless Networking
FactoryTalk applications require network speeds of >= 100Mbps.
Occasionally wireless or 3rd party networks (T1, DSL, etc.) are implemented in a control
environment. For instance, to communicate with remote sites. Wireless networks are prone
to signal interference, leading to breaks in communications, therefore it recommended to
avoid using wireless with FactoryTalk View SE thick clients or with direct data server to
controller connections.
• Ensure that all thick FactoryTalk® View SE clients are on the same
network segment as the server(s).
• Remote HMI clients are possible through the use of Remote Desktop Services (thin
clients) or FactoryTalk Viewpoint web clients.
• Controllers at remote locations should be configured to use a data concentrator,
which needs to be located on the same network segment as the data server(s).
Time Synchronization
It is strongly recommended to synchronize time clocks on distributed system
components (controllers), computers, and redundant servers.
The Windows Time service (W32tm.exe) uses the Network Time Protocol (NTP) to
synchronize computer clocks on the network. Time synchronization is critical for the
proper operation of many Windows services and to ensure the security of Kerberos
authentication within an Active Directory environment. In a FactoryTalk View SE
distributed system, time synchronization ensures accurate time stamps on alarms and
diagnostic logs.
In workgroup environments, configure Windows Time to synchronize all the SE
computer clocks to an authoritative time server (e.g., the FactoryTalk Directory).
• In either environment, the authoritative time server should then be synched to:
o
a reliable time server on the Internet
o
a locally connected hardware time source such as an atomic clock
•
Check the Event Viewer System log of each computer to verify that the time is
being updated properly.
Time synchronization source in a domain is provided by the domain controller that
authenticated the client. The domain controller's time is set based on a weighting score
and run through a specific search order of domain controllers.
The Windows domain controller will use the highest scoring time source to pull time
information from with ultimately the PDC Emulator in the root of the forest being the
most authoritative source and being the only source that should be synchronized within
external source.
How Windows Time Service Works
https://docs.microsoft.com/en-us/windows-server/identity/ad-ds/get-
started/windows-time-service/how-the-windows-time-service-works
Windows Time Service Tools and Settings
https://docs.microsoft.com/en-us/windows-server/identity/ad-ds/get-
started/windows-time-service/windows-time-service-tools-and-settings
Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 6 of 53
How to configure an authoritative time server in Windows Server
http://support.microsoft.com/kb/816042
Other Network Considerations
For many networks, reliability includes redundant Ethernet media, including switches,
cabling, and Ethernet cards.
For more information about network resiliency go to this link: Network
Security within a Converged Plantwide Ethernet Architecture
NIC Card Teaming
It is important to note that two Ethernet cards connected to the same subnet in the
same PC are only supported when they are teamed. When two NICs are teamed, they
appear as a single NIC to Windows. If the primary NIC fails, the secondary NIC will
automatically be used. The switchover is handled at the driver level and is transparent
to Windows. FactoryTalk relies on Windows to provide Ethernet availability.
Multi-Homed PCs
Multi-homed servers (i.e.: servers with 2 or more NIC’s connected to 2 different networks)
connected to the Process Control Network (PCN) and Enterprise Network (EN) are not
recommended for the following reasons:
1. They are difficult to troubleshoot.
2. They can negatively impact network security by providing multiple paths between the
networks. For example, malware introduced on the Enterprise Network (EN) is very
likely to migrate unimpeded to the Process Control Network (PCN).
3.
They can create unexpected and undesirable effects with the browser service.
(See Microsoft article Symptoms of multi-homed browsers)
A preferred solution is to use a DMZ between the PCN and the EN to isolate them and
place the SE computers only on the PCN.
Auto-Detect NIC cards (Auto-negotiation)
Auto-negotiation lets devices select the optimal way to communicate without requiring
you to configure the devices. However, if you connect a manually configured device to an
auto-negotiation device, a high rate of data transmission errors can occur. Select a switch
that supports both speeds to enable you to connect to existing devices that use the
slower rate.
3
Computer Hardware and Operating Systems
As a general rule, there will be improved performance in any application with a faster
CPU and additional RAM over the published minimum or even recommended amounts. In
addition, there should always be sufficient disk space to provide virtual memory that is at
least twice the size of the physical RAM.

Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 7 of 53
Supported Operating Systems
Operating System requirements are located in the FactoryTalk View SE Installation Guide.
The installation guide documentation can be found with the product install media or
through the following Rockwell Automation Literature Library link:
Publication number VIEWSE-IN003I.
The Product Compatibility and Download Center (PCDC) can help you find product-
related downloads including firmware, associated software, drivers, tools, and utilities.
The following link will provide access to the:
Product Compatibility and Download Center (PCDC).
Microsoft Security and other updates
Microsoft releases a range of security, operating system, and other software updates.
Rockwell
Automation qualifies certain MS updates for software that impacts Rockwell
Automation software products. It is recommended that you implement a controlled system
suitable for your application and environment and follow the guidance for the distribution of
all updates.
It is strongly recommended that Microsoft updates are not applied or installed until the
Microsoft update has been Fully Qualified by Rockwell Automation and the results of
our testing have been reviewed and published. A rating of “fully qualified” indicates that
Rockwell Automation has tested the Microsoft update with the primary functional areas of
the relevant software product and no issues were detected. When completed, test
results that show the areas tested will be posted for your review. Following the release of
Microsoft updates to the operating system, office products, the Edge Browser and SQL
Server, Rockwell Automation confirms that functionality within the products continue as
expected and qualify each update for installation. Updates that are characterized as
"critical" are given priority during the testing phase.
Before applying any qualified updates to your system, they should either be tested in
anon-production system or installed during a scheduled maintenance period. This will
ensure that there are no unexpected results or side effects.
Link to Rockwell Automation Qualification of Microsoft Updates.
IMPORTANT: Microsoft DCOM Hardening patch
RAKB: PN1581 - Product Notification 2022-01-001 - Rockwell Automation products
unable to establish proper DCOM connection after installing Microsoft DCOM
Hardening patch (CVE-2021-26414)
Note:
Do not run the primary and secondary servers in a redundant server pair on
computers that have different operating systems. For example, do not run the primary
server on a Windows Server 2016 computer and the secondary server on a Windows
Server 2019 computer.
FactoryTalk View SE software is tested and supported on Windows operating systems
installed from original Microsoft media only. Using unsupported operating systems is
not recommended.

Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 8 of 53
Workgroups vs. Domain
All FactoryTalk system components must reside in either a Windows workgroup or a
Windows domain. A number of Windows networking elements are required, including
Internet Information Services (IIS).
Workgroup: Decentralized Administration
• Workgroup Advantages:
o
No Domain Controller (Windows Server OS) to purchase.
o
One less computer in network to maintain.
o
Recommended only for small FactoryTalk View SE applications where user
accounts don’t change often.
• Workgroup Rules:
o
All computers participating in an application must be members of the same
Windows workgroup.
o
All users participating in the workgroup must be members of the
Administrators group.
o
Create the same set of user accounts and passwords on every computer in
a
FactoryTalk View SE application.
Domain: Centralized Administration
• Domain Advantages:
o
One place to manage Users, Groups and Security.
o
If the FactoryTalk Directory is part of a domain, then windows-linked users can be
used within FactoryTalk.
o
Assign IP addresses with Dynamic Host Configuration Protocol (DHCP), and Name
Resolution and with Domain Name Service (DNS) and Windows Internet Name
Service (WINS).
• Domain Rules:
o
For applications consisting of more than 10 computers, a domain controller is
recommended.
o
Rockwell Automation Software components (including FactoryTalk Services
Platform components) should not be installed on domain controllers. See
Domain Best Practices
o
Trusts must be established between different Domains if FactoryTalk View SE will
be required to communicate between them.
o
Do not install FactoryTalk software on a computer configured as a domain
controller. Microsoft recommends against third party software installed on a
domain controller.
For more information on designing and deploying Active Directory Domain Services and
DNS, please consult the Active Directory Domain Services documentation:
https://docs.microsoft.com/en-us/windows-server/identity/ad-ds/active-
directory- domain-services
Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 9 of 53
Domain Controller Redundancy
For applications consisting of or expanding to more than 10 FactoryTalk computers, it is
recommended to use a Windows Domain and have at least two Domain Controllers
configured for redundancy and high availability on the same network segment as the
FactoryTalk System. When used in a domain environment, FactoryTalk View SE requires
that a Domain Controller always be available, or performance degradation will eventually
occur.
FactoryTalk Services in a distributed environment depend on 3 critical functions to operate:
Name Resolution, Time Synchronization and Authentication. If any of these three
functions are unavailable or performing poorly then the entire distributed system will be
adversely impacted. A Windows domain may be utilized to provide these functions in a
centralized and secure manner but should be implemented in a fashion to guarantee
performance and resiliency.
Authentication:
Authentication in a Windows domain environment is centralized and performed by a
domain controller. This authentication utilizes Kerberos. A Kerberos ticket has a default
maximum lifetime of 600 minutes in a Windows domain environment. Tickets are only
needed when authenticating new connections with servers. Ongoing connections are
not impacted by expiring tickets. In a trusted domain environment, the Kerberos ticket
for access to a resource in a different domain is generated at the local domain
controller (which communicates with the remote domain controller) and then passed to
the remote domain controller that is hosting the resource the user wants access to. As
part of its security, it is required that all clocks within the system be synchronized
within 5 minutes or Kerberos authentications will begin to fail.
Windows domains may also be utilized to provide additional centralized services beyond
these core services which also may adversely impact application performance if
domain controller(s) are not available or performing poorly. If a domain becomes unable
to provide its services, FactoryTalk components will begin to fail over time (e.g., wire
frames, slow screen updates, slow screen navigation, complete system failure) depending
on the configuration of timeouts for these domain functions.
A Windows workgroup environment may be used in lieu of a Windows domain with the
following considerations:
1.
If a locally scoped DNS server is not available, it is recommended to implement
static IP addressing along with hosts files across all machines in the distributed
environment for name resolution.
2. To synchronize the clocks of all machines in the distributed environment, it is
recommended that an external NTP server is made accessible to at least one
machine, then that machine is configured to sync to this external NTP server and
have its own NTP server enabled, and lastly, all other machines are configured to use
the local NTP server to synchronize their time from. By default, in a non-domain
environment, individual machines may attempt to synchronize with
time.windows.com which may not be accessible or desired.

Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 10 of 53
3.
When configuring FactoryTalk Security without a domain, it is recommended to
utilize FactoryTalk users instead of Windows-linked user accounts. For more
information, refer to the FactoryTalk View SE Installation Guide. When using
windows-linked users in a non-domain environment, authentication is performed
by every single resource in the system and the local accounts must be identical
across all systems. Windows also uses NTLM authentication instead of Kerberos
for authenticating Windows users in this environment which is slower and less
secure.
For distributed systems, a domain is recommended to centralize administration and
provide additional security that a Windows workgroup cannot provide.
Internet Information Server (IIS)
Internet Information Server (IIS) is required for HMI Servers, as well as FactoryTalk
View. Studio that needs to remotely connect to a Network FactoryTalk View SE system.
A manual pre-installation of IIS is not required. The installation and configuration of IIS
is automatically provided when installing FactoryTalk View Site Edition from the
product installation media.
FactoryTalk View SE HMI Tag Database using Microsoft SQL Express
FactoryTalk View uses Microsoft SQL Express LocalDB as its HMI tag database engine.
The LocalDB is an embedded SQL technology provided by Microsoft. It is a lightweight
database used only by the FactoryTalk View SE application. It is effectively hidden from
the user and does not require a full SQL install or management. The database instance
is installed with no user interaction. The LocalDB application will only be listed in the
Control Panel Programs. The LocalDB instance for FactoryTalk View SE contains HMI
tag configuration information; it does not contain real-time process information.
4
System Sizing Recommendations
When you design and set up a FactoryTalk system, we recommend using the guidelines
in the FactoryTalk View Site Edition Installation Guide. If you find that your system
needs to expand beyond these guidelines, contact your Rockwell Automation sales or
distributor representative to discuss your application design.
For information about FactoryTalk View SE requirements that might affect the design
of a redundant system, see the FactoryTalk View Site Edition Installation Guide. For
information about requirements that apply to redundant data servers such as
FactoryTalk Linx and RSLinx Classic, see the product documentation.
5
FactoryTalk Services Platform Topology
FactoryTalk allows for data sharing (called FactoryTalk Live Data) throughout a
distributed system and allows for redundancy and fault tolerance while tracking
changes in the system. The heart of the FactoryTalk system is the FactoryTalk
Directory.
RAKB: IN7920 - FactoryTalk Services Platform Best Practices

Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 11 of 53
FactoryTalk Directory Definition
In every FactoryTalk system, one computer must be designated as the FactoryTalk
Directory (FTD). The FTD centralizes access to security and application resources for all
FactoryTalk products and components participating in an automated control system. The
FTD can be loosely compared to a Microsoft Windows Domain Controller, in that both
connect a group of resources. There are currently two types of FactoryTalk Directories:
• A Local FactoryTalk Directory (Local FTD) is typically used in a single (standalone)
computer system. The Local FTD may or may not be connected to a Local Area
Network (LAN).
• A Network FactoryTalk Directory (Network FTD) is designed primarily for use with a
multiple (distributed) computer system, and it is normally connected to a LAN. Any
other computers in the FactoryTalk system are clients to the designated Network FTD
FactoryTalk enabled products can only communicate with a single FTD and subsequently,
only with the other products associated with that same FTD. A computer can only be a
member of one FTD at a time. The FTD is not aware of the existence of any other FTD’s and
cannot share information with another unrelated FTD system.
FactoryTalk Application Definition
A FactoryTalk Application is a logical grouping of resources within an FTD, making it a
subset of the FTD itself. The purpose of a FactoryTalk Application is to logically group
servers (data and HMI) within the FactoryTalk Directory. A FactoryTalk View SE application
can consist of one or more HMI servers, one or more Data servers and one or more
Alarm and Event servers.
FactoryTalk Directory Redundancy
There is no redundancy configuration for a FactoryTalk Directory server. The FactoryTalk
Directory information is cached on each computer that is participating in a distributed
application. If the FactoryTalk Directory server computer is disconnected from the
network or fails, each client and server in the application can continue to access the
graphics (from HMI Servers) and tags (from Live Data Servers) in the application as long as
the computer had previously accessed the FactoryTalk Directory server.
The FactoryTalk Directory availability is required when doing any editing of the
application. It is recommended to place the FactoryTalk Directory on a PC with high
availability. Though placement on the Primary HMI Server is supported since that is a
highly available server, it is strongly recommended that the FactoryTalk Directory be
located apart from any redundant HMI server computers and placed on a separate
computer.
For more detailed information, see:
RAKB: IN37272 - FactoryTalk View SE Behavior when FactoryTalk Directory is Unavailable
Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 12 of 53
6
FactoryTalk View SE Station and Network Station
FactoryTalk View SE Station Application
A Station Application locates the HMI server, Data server, Alarm and Events server, and
HMI client on a single computer in a standalone application.
FactoryTalk View SE Network Station Application
A SE Network Station expands the capability of single HMI stations for security and data
access. When you only require a standalone application, but still have the need to:
•
Access network-scoped products like FactoryTalk Historian ME and SE and
FactoryTalk Batch.
• participate in network scoped FactoryTalk Security
•
Access to a FactoryTalk Linx Data server hosted on a separate computer that
could also be configured for redundancy.
Note: Up to 20 SE Network Station applications can be configured in one FactoryTalk
Directory.
Some other key points to keep in mind:
• Similar to a distributed application, a Network SE Station application can contain one
or more areas that divide the application into manageable parts or organize it in a
way that makes sense for the process it is controlling.
• Only one HMI Server can be added to a Network SE Station application.
•
Only a local client running on the same computer may connect to the Network SE
Station application, similar to a SE Local Station application.
• In a SE Network Station application, you can use multiple FactoryTalk Linx and OPC
data servers (including RSLinx Classic), running on different computers. You can
also set up a redundant pair of host computers for each data server in the
application.
• One or more FactoryTalk Tag Alarm and Event Servers can be used to provide alarm
monitoring and control for tags in devices that do not have built-in alarm detection.
7
FactoryTalk View SE Redundancy
Redundancy can be configured for:
• HMI
Server
• Live Data Server
• Alarms and Events Server
• Tag based Server
• OPC
Servers
Redundancy requirements are unique to each application. The ideal redundant solution
involves having at least two instances of everything – hardware, software, networks, and so
on. In practice, this is seldom feasible or even necessary. FactoryTalk View SE redundancy
allows creation of duplicate server information that can be used if a server fails. The desired
outcome is to maximize system availability. Software redundancy is not the equivalent of
ControlLogix processor style hot backup.

Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 13 of 53
FactoryTalk View SE Redundancy is typically used for:
• Complete computer hardware failure.
• Complete software failure on one HMI/Live Data Server computer.
• Power failure on one HMI/Live Data Server computer
Decide and plan redundancy requirements:
• Which components in the HMI system require redundancy?
• What software components on PC’s require backup systems?
• The network layout of the components within the system.
• CPU processing load that is expected for each computer.
Redundancy Configuration
The typical configuration when using two computers in an HMI system, is to have one
designated as the “Primary” with the responsibility of the Primary HMI Server, Primary
Live Data Server and Primary Alarm and Events Server. The second computer is
designated as “Secondary” with the responsibility of the Secondary HMI Server,
Secondary Live Data Server and Secondary Alarm and Events Server.
Additional Information:
FactoryTalk View SE User's Guide (Publication VIEWSE-UM006)
Alarms and Events System Configuration Guide (Publication FTAE-RM001)
Runtime Editing a Redundant Application
When editing HMI server graphic displays in FactoryTalk View Studio software, the HMI
server properties window has a “Replicate Active to Standby” button to manually replicate
edited displays from the Active HMI server to the Secondary HMI server. The Tag-Based
Alarm and Events server changes made on the primary server are automatically replicated

Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 14 of 53
to the secondary server. Runtime modifications do not appear on the HMI clients until the
user navigates away from the modified graphic display and then back again to reload it. Or
the HMI client is shut down and restarted.
NOTE
: Edits to displays will always replicate from the Active to the Standby server,
even if the Active server is the secondary.
In a FactoryTalk View SE Network application that is configured for redundancy, it is
very important to confirm that both servers are available and communicating with each
other before doing any project application editing
Exception: If there is a network disruption that separates communication between a
healthy Primary and a healthy Second server, then each will assume they are the Active
server. When the network reconnects and both servers can again communicate, they will
determine who the Active is and who is the Standby server depending on the configuration
choice that was applied for switchover.
For additional information, see Rockwell Automation Knowledgebase:
RAKB: QA55041 - FactoryTalk (CPR9) Redundancy Partner Server Coordination Overview
Located on the FactoryTalk View Studio software top menu bar under “Tools >
Options…” you can find the Redundancy setting shown below:
Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 15 of 53
Redundant Server Switchover Choices
When service is restored at the primary server, either the system will switch back to the
primary server automatically, or the secondary server will remain active. This depends on
the switchover option configured in the Redundancy tab of the server’s Properties dialog
box.
• Continuing to use the secondary server
If you select the option to “Continue using the secondary server even when the
primary server becomes available again”, the secondary server will remain the
Active server, even if the primary server is ready. Use this option if you want to be
able to manually choose when to switch back to the primary server.
Clients will remain connected to the healthy Active server, until you perform the
manual switchover, or until the currently Active secondary server fails. If you
choose not to switch back automatically to the primary server, the primary server
will go on standby when service is restored, until the Active secondary server
fails. If that happens, the failover and switch-back cycle begins again.
• Automatic switch back to the primary server
If you select the option to “Switch over to the primary server when it becomes
available”, the system will switch back automatically, from an Active secondary to a
restored primary server. Connected clients will switch back to the Active primary
server as soon as it is ready.
Choosing to switch to the primary server means the primary server is always
preferred. You cannot manually change the Active and Standby servers if you
select this option.
In systems where the HMI server and Data server are hosted on the same machine,
selecting this option may lead to a state where the HMI server is active on the primary
machine, but the Data server is active on the secondary machine. Technically there is
nothing wrong with this scenario, but it would be best practice to provide an indication
on the client to show a viewer that the primary machine is not currently the active
server for both of the server types. You may want to consider requiring a manual
switchover so that maintenance personnel can evaluate the reason for a failover and be
sure that both servers on the primary computer hardware are healthy before switching
over again.
How to monitor which server is active and which server is standby?
In FactoryTalk View Studio, you can open the Server Status dialog window to view the
operational status of HMI servers. The Server Status dialog window can be of assistance for
analyzing behavior and troubleshooting problems.

Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 16 of 53
Displaying Server Status on an HMI display screen
Operators or maintenance personnel may want the ability to quickly view the health of the
servers in the HMI system on a View SE Client HMI display. The status can be shown on a
display using two available functions called “PrimaryServerStatus()” and
“SecondaryServerStatus()”. The FactoryTalk View Site Edition installation media provides
demonstration applications with an example of how this functionality can be set up and
implemented. The display can be reviewed for the configuration concept, or the entire
display can be taken and used in your own applications.
8
Hardware
Redundancy
Hardware Redundancy is handled at or below the operating system level of the computer.
Failover occurs when a hardware component fails, such as a motherboard, hard disk,
Ethernet card, or input device. This type of redundancy is not directly related to the
FactoryTalk application software. Typically, these types of solutions require special drivers
or perhaps even virtual environments in which application software would run.
When implementing anything other than standard Windows hardware with a standard
Windows installation, it is important to test and qualify your FactoryTalk enabled system
before placing it into a production environment. Detailed information on this topic is
outside the scope of this document.
9
Client Considerations in a FactoryTalk View SE Application
There are three different client categories for FactoryTalk View applications:
•
Thick Clients
: The native FactoryTalk View SE client, which requires an
installation on each client computer.
• Thin Clients: A FactoryTalk View SE Client instance initiated by remotely accessing
the SE Client installation through the network. Since all data processing is performed
in the server environment, a thin client is typically a computing terminal with minimal
resources (processor, hard drive, memory, etc.).
•
ViewPoint Clients
: As an add-on to the FactoryTalk View SE system, FactoryTalk
ViewPoint SE provides users with the capability to connect to the running HMI
application through the use of a web browser. This extends the accessibility of
information in the control system to a browser running on a computer or mobile device.

Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 17 of 53
Remote Desktop Services / Thin Client Support
Thin client support for FactoryTalk View SE is accomplished by using Windows Remote
Desktop Services. Thin clients are typically accessing the application remotely, sometimes
from outside of the control network firewall. Often in heavily industrial environments, the
operator station on the plant floor is a thin client while the servers and full operator
stations stay safely inside the control room. Thin clients traditionally are cheaper to
replace and take minimal time to set up.
Windows Remote Desktop Services (formerly known as Terminal Services) allows a Remote
Desktop Services (thin) client to access a Remote Desktop Session Host or application
remotely. If the thin client is remote from the system, it will have access to the system as
if it were physically situated on the same network as the Remote Desktop Session Host.
An illustration of a typical FactoryTalk View SE system architecture for Remote Desktop
Services follows:
The FactoryTalk View SE Client is installed on the Remote Desktop Session Host. Therefore,
when a thin client connects, the user will have access to the full FactoryTalk View SE client.
All processing for the client is done on the Remote Desktop Session Host. See the Windows
Remote Desktop Services topic for more details.
FactoryTalk View SE fully supports Remote Desktop Services in Windows.
Remote Desktop Services is a standard Role built-into the Windows Server family of
operating systems. This technology allows remote access to applications and data over the
network. It can be used as an administrative tool to connect to a remote machine and
perform maintenance tasks, or as a thin client solution to allow remote clients to
execute applications or even access the entire desktop of the host server.
Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 18 of 53
A thin client solution runs applications and performs data processing and storage functions
on a remote computer, thus minimizing the amount of information traveling across your
network. While multiple sessions run on a single server, each user can only see their
individual session. Only the user interface is shown on the client, user input from client is
redirected over the network to the remote desktop session. The Windows desktop is
transmitted to clients for display using terminal emulation software. Similarly, the
software sends command functions such as keyboard inputs and mouse clicks across
the network between the client and the server.
Connectivity is available via many software packages running on many different thin and
ultra-thin or zero client types including but not limited to:
• Microsoft Remote Desktop Connection software on current Windows PC’s and
Tablets
• Microsoft Remote Desktop Connection Client software for Mac’s and
legacy Microsoft OS’s
• Remote Desktop client app on iOS, Android, and Linux devices
• Standard web browser on a PC or mobile device
• Thin-client and Zero client hardware devices with built-in Remote Desktop capability.
Remote Desktop Services Licensing
Remote Desktop Services has its own method for licensing clients that log on to
Remote Desktop Services servers, separate from the licensing for the Windows Server
operating systems. Remote Desktop Connections must receive a valid license issued by
a Remote Desktop Licensing Server before they are allowed tolog on to a Remote
Desktop Session Host or Connection Broker.
One Remote Desktop Licensing Server can serve multiple Remote Desktop Services
servers concurrently therefore you can either leverage an existing Remote Desktop
Licensing Server or create your own.
If you are creating your own Remote Desktop Licensing Server, please note the
following:
• For small deployments, you can install Remote Desktop Licensing on the same
computer as Remote Desktop Session Host. For larger deployments, it is
recommended that the Remote Desktop Licensing role service be installed on a
separate computer from the Remote Desktop Session Host role service.
• For redundancy and reliability purposes, it is recommended that the Remote Desktop
License Server be installed on a computer that is separate from any FactoryTalk View
SE server, although it is not a requirement.
Using Rockwell Automation ThinManager with Remote Desktop Services
ThinManager offers centralized management solutions for the modern factory & office by
simplifying management of applications and visual sources. Remote Desktop Services and
ThinManager both require licensing.
ThinManager allows unprecedented control and security in a sustainable and scalable
platform regardless of the size of your industrial environment or number of facilities.
ThinManager's thin client architecture allows for deployment of less expensive hardware

Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 19 of 53
while giving users the applications and tools familiar to them in a format that reduces
management and hardware costs while increasing security.
By acting as a centralized management solution, ThinManager will seamlessly integrate
with your current PLC’s and HMI while providing a number of features, tools, and
methods of access, which make it simple to monitor and adjust user sessions from
anywhere.
ThinManager display clients can be generated by a session running on a display server (e.g.,
a Remote Desktop Server, a shadowed thin client, a video feed from an IP camera, or
VMWare® virtual machines, as well as others). Administrators can allow multiple user
sessions to operate at the same time and each can be viewed and/or controlled directly
from ThinManager or from any authorized thin client terminal on the network.
ThinManager renders display clients through a number of different types of thin client
hardware available from multiple manufacturers and offers the ability to expand the
number of sessions, which can be simultaneously viewed from any designated
workstation.
Links to additional ThinManager information: http://www.thinmanager.com/
RAKB: QA38634 - ThinManager Architecture Review FAQ
10
FactoryTalk
ViewPoint
Web-based
HMI clients
FactoryTalk ViewPoint is an add-on to FactoryTalk View that provides a fully animated,
read and write view of existing network or local applications from a web browser and/or
a mobile device.
A web application consists of graphic displays selected from a FactoryTalk View
application, converted for viewing in a web browser or mobile device, and then
published to a FactoryTalk ViewPoint Server (web server). There is no need to install
any Rockwell Automation Software products on the browser computer, all that is
needed to connect to the published FactoryTalk ViewPoint web application is the name
(or IP address) of the computer hosting the FactoryTalk ViewPoint Server that stores
the application. With FactoryTalk ViewPoint, critical information of plant floor
operations can now be easily accessed and monitored from virtually any location and
virtually any device.
FactoryTalk ViewPoint leverages HTML5 technology which opens up connectivity
across common types of mobile devices and modern browsers. Whether you’re using
Edge Browser on an operator workstation, Google Chrome or Safari on a hand-held
device, a web browser is all that is needed to gain access to the web- enabled
application.
RAKB: QA33600 - Designing for Mobility: Top 10 Design Tips for a Mobile HMI with FactoryTalk
ViewPoint
A FactoryTalk ViewPoint web application consists of graphic displays selected from an
existing FactoryTalk View application, converted for viewing in a web browser, and then
published to a FactoryTalk ViewPoint Server (web server).
• For Site Edition applications, the FactoryTalk ViewPoint Server runs on a desktop or
server computer.

Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 20 of 53
•
For Machine Edition applications, a PanelView Plus, PanelView Plus 6 or
PanelView™ Plus 7 operator terminal functions as the server.
Some benefits of FactoryTalk ViewPoint include:
• Automatic display scaling
• Multiple display browsing made easy
• Simple access for remote clients
Some features supported by FactoryTalk View SE are not supported in ViewPoint architecture.
Security considerations for FactoryTalk Viewpoint should be carefully reviewed. Securing mobile
users is done using the FactoryTalk ViewPoint Administration console. FactoryTalk ViewPoint
security is based on FactoryTalk Security groups and uses FactoryTalk Security services on the
server to authenticate and authorize users. Security can be configured by user groups for the
whole application or by each individual display for No Access, View Only, or View/Write Access.
When designing the network architecture in relation to client access with FactoryTalk Viewpoint
or any remote client access, refer to the network architecture diagram Figure 1-1 in the following
white paper where Rockwell Automation and Cisco® have defined recommended architectures for
control systems: Securely Traversing IACS Data Across the Industrial Demilitarized Zone. This
paper recommends how to segment business system networks from plant-wide networks by
using an Industrial Demilitarized Zone (IDMZ) to separate the network level between the Industrial
and Enterprise Zones.
11
Controller (PLC) Considerations
Controller specification is just as important in smaller architecture as it is in larger
architectures when a controller must communicate with an HMI. The load of the controller
will dictate whether or not the requests from the HMI for data will be fulfilled.
A complete discussion of controller strategy is well beyond the scope of this document.
Some topics will be mentioned because of controller data importance to the HMI displays
and overall performance. Some HMI applications can experience performance issues
because it cannot efficiently receive data requested from the controller. This is typically
because the controller is unable to handle all of the communication requests that it is
receiving. Note: Communication to the HMI is handled at the lowest priority for a
ControlLogix processor.
In summary, when choosing the type and quantity of controllers that will communicate with
the HMI, it's important to clarify both what data is needed from the controller, and how often
it will be needed. There are controller options that directly affect HMI communications as
well.
• Memory
o
How much memory is available vs. how much memory is used?
o
Tag management (Using arrays & UDTs)
•
Tasks
o
Continuous
▪ Scan time
▪ Time slice
o
Periodic
• Number of connections the controller will have to handle

Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 21 of 53
• Public/Private Data
• Redundancy
For more information see Rockwell Automation Literature Library Publication: Logix5000
Controllers Design Considerations Reference Manual
Publication 1756-RM094
For more details, also see Rockwell Automation Knowledgebase Answer ID:
RAKB: QA5351 - System Overhead Time Slice to Increase Bandwidth for
Communications
Controller Memory
Be sure to size the controller appropriately for HMI communications. When there is
multiple Data servers talking to a single ControlLogix Controller, separate memory is
consumed by each Data server instance.
If a controller must send its data to an HMI or to a database, there must be enough memory
in the controller to handle both application code (which has priority) as well as
communications. Remember that the communications task in the controller has the
lowest priority.
In order for displays with data collection to function properly, they must be able to
gather data from controllers in an efficient and reliable manner.
Keep in mind that both FactoryTalk Linx and RSLinx Classic use up memory in a
ControlLogix Controller when they are requesting data.
• FactoryTalk Linx is the data server for Rockwell Automation control hardware.
• FactoryTalk Linx Gateway is for third-party OPC DA and UA software access.
Periodic vs. Continuous Tasks
It is recommended to use periodic tasks wherever possible in order to manage
communications time. As a general rule, it is recommended to keep 30% of each
scan
time available for communications. Communications is one of the lowest priority
tasks that
a controller executes, so a busy controller may be too busy to ever communicate with a
Data server. A controller may become "too busy" when using both Periodic and
Continuous tasks; however, time is much easier to manage when tasks are Periodic.
Continuous Tasks
• Communications use CPU time only after other tasks execute.
o
Overhead time slice adjustments may provide more time for
communications, but execution may not be efficient.
Periodic Tasks
•
After execution, task suspends and waits for trigger. While task is suspended,
communications are serviced.
o
Beware of task overlap! Task overlap occurs when the controller cannot
execute all tasks in the configured interval. If task overlap occurs, the
overlapping task simply does not execute and waits for the next trigger. While
this state may appear to provide more idle time to service communications, it

Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 22 of 53
comes at the expense of lost execution of periodic tasks.
Arrayed vs. Scattered Tags
It is recommended to use DINT single-dimension arrayed tags versus scattered tags
whenever possible. DINT tag types in the controller eliminate data conversion code for
communication which results in faster execution and reduced memory space.
Additionally, math performed on DINT values is quicker to execute than on REAL values.
Arrayed tags are optimized for communications and use less controller memory than
scattered tags. Using arrays allows for more data throughput and takes far less
controller resources during communications polling. Communications is optimized for
single dimension arrays. Using scattered tags instead of arrayed tags will result in
communications requiring more processor time, which could lead to slower scan times
and/or communications delays.
Controller Time Synchronization
CIP Sync can be used to synchronize time among controllers (and other CIP Sync-
enabled devices). When there are multiple controllers in a system that provide data to
an HMI, particular Alarm & Event data, it is strongly recommended that time is
synchronized among controllers.
CIP Sync (CIP Network + IEEE-1588 Standard) is a time synchronization method. It can
provide synchronizing of all devices over Ethernet with a UCT time value with up to 100
nanoseconds accuracy. RAKB: QA9633 - CIP Sync (IEEE 1588)
Controller Connections
• FactoryTalk Linx
o
Each instance of FactoryTalk Linx can use up to 5 connections to a Logix
Controller.
o
These 5 connections break down to 4 read connections and 1 write connection. All 5
connections are not always used. They are used as needed and are automatically
controlled by FactoryTalk Linx.
• RSLinx Classic
o
By default, each instance of RSLinx Classic can use 5 connections to a Logix
Controller.
o
Can be increased manually to 20
• Other features that use connections
o
Controller-to-Controller messaging
o
Local
I/O
o
Motion Servo Modules
o
Produced / Consumed Tags
RAKB: QA10859 - Counting CIP Connections for Produced and Consumed tags in
ControlLogix

Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 23 of 53
12
PlantPAX Architectures
The recommended PlantPAx specifications help reduce variability by defining a set of
system architectures and associated products and documenting best practices.
PlantPAx specifications are geared towards process systems and are sized so system
performance is not affected by normal variations in hardware and software
configurations.
All PlantPAx class architectures achieve targeted system performance by following
defined specifications.
For information on PlantPAx systems, see Rockwell Automation Literature Library:
• PlantPAx Distributed Control System Reference Manual
o
Publication number PROCES-RM001
• PlantPAx Distributed Control System Selection Guide
o
Publication number PROCES-SG001
13
FactoryTalk View SE Installation
Unattended installation
FactoryTalk View Site Edition supports the unattended mode to install the software.
You can typically use this mode during large-scale roll outs when it might be too slow
and costly to have administrators or technicians interactively install the software on
individual computers.
Client installation portal
During FactoryTalk View Site Edition installation, you can choose to install the client
install portal feature. Through this option, the FactoryTalk View SE Client software can be
installed over the network through a link provided to remote operator systems.
FactoryTalk Historian Connectivity tools
This installation option allows FT View SE Clients to access and display information
from the FactoryTalk Historian SE system configured in the FactoryTalk Directory.
Uninstall FactoryTalk View tool
You can use this tool to uninstall FactoryTalk View components that are already
installed on your computer. It does not uninstall components like RSLinx Classic and
FactoryTalk Activation Manager, that might be used with other products.
Note
: Establish the system’s computer names prior to installing FactoryTalk Service
Platform and FactoryTalk View SE. Changing computer names after the installation of
the software is not recommended.
Site Edition Client is not mandatory if you plan to install FactoryTalk ViewPoint SE.
The installation media provides options to install the complete suite of software
components or some individual components. For each selection on the installation
menu, the following table shows the mandatory, recommended and optional software
components to install.
For more information, see the Rockwell Automation Literature Library document:
FactoryTalk View Site Edition Installation Guide

Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 24 of 53
Where should the FactoryTalk Directory be installed?
If possible, the FactoryTalk Directory should be installed on an independent computer.
It is not recommended to co-locate the FactoryTalk Directory with either member of a
redundant HMI pair. However, if necessary, place the FactoryTalk Directory on the
primary HMI server (as opposed to the secondary.)
Where should the FactoryTalk Activation server be installed?
Common practice is to co-locate the FactoryTalk Activation server with the
FactoryTalk Directory.
It is not recommended to co-locate the FactoryTalk Activation server with either
member
of a redundant HMI pair.
Where should the FactoryTalk View SE HMI server(s) be installed?
A maximum of one FactoryTalk View SE HMI server can be installed on a single
computer for a production environment.
The maximum number of FactoryTalk View SE HMI servers that can be installed on a single
computer during development is five.
For more information, see the Rockwell Automation Literature Library document: FactoryTalk
View Site Edition Installation Guide
Where should the Data server(s) be installed?
A maximum of two data servers is recommended per single computer for a production
environment.
Data server to controller communications should not be over wireless connections. If a
wireless connection is necessary, a data concentrator should be configured on the
same wired Local Area Network (LAN) as the data server. The concentrator will then
communicate to the controller in question over the wireless connection, while the data
server receives data from the concentrator over the wired LAN.
Where should the FactoryTalk View SE client(s) be installed?
Wherever operator terminals are required.
For more information, see the Rockwell Automation Literature Library document: FactoryTalk
View Site Edition Installation Guide
Where should I locate my FactoryTalk ViewPoint server?
It is recommended to install the FactoryTalk ViewPoint server on a high availability
server separate from those used to host the HMI, Data, and/or Alarms and Events
servers when used with a redundant FactoryTalk View SE system.
If you are using FactoryTalk ViewPoint with a Network Station application, it must be
located on the same computer hosting the HMI server.
Defining Areas in an HMI Application
FactoryTalk View SE provides flexibility in how to structure a distributed HMI,
however there are best practices that should be followed.
•
Do not duplicate references to a Data Server (FactoryTalk Linx, RSLinx Classic, 3rd

Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 25 of 53
party OPC Server) in your FactoryTalk View SE application.
Tags from a single data server may be referenced from any HMI project in any Area of
the application.
•
Use Areas and Sub-Areas to contain a single HMI or Data Server. This will prevent
the failure of one data server from affecting any others that are in the same area.
This will also prevent potential performance problems.
• Install the FactoryTalk Services Platform (FTSP) on a computer that is hosting a 3rd
party Data Server. This will enable faster detection of any Data Server communication
problems and will also allow for a fast switchover in a redundant configuration.
For further details, refer to Rockwell Automation Knowledgebase Answer ID:
RAKB: IN2732 - Guidelines for Structuring Areas in a FactoryTalk View SE
Application.
14
FactoryTalk Activation
The FactoryTalk Activation Manager is an application used to acquire and manage
Rockwell Automation Software Activations.
FactoryTalk Activation Manager provides a choice of configuration options:
• node-locked (includes local and mobile)
• concurrent (includes floating and borrowed)
In systems using HMI clients that may not be dedicated, it might be desirable to use a
single, centralized FactoryTalk Activation server to serve client licenses.
Centralized or Independent Activation Servers
For users interested in consolidating their activations for centralized management,
Rockwell Automation recommends hosting this centralized activation server on the
FactoryTalk Directory host, or another independent server separate from the
application servers.
For users who are concerned with disruptive network conditions and/or risk mitigation,
most activations can be hosted local to each application component. For activations
that cannot be split (for example, FactoryTalk View Site Edition bundle licenses,
capacity counts), decentralized activation servers hosted on the same network segment
as the application server are recommended.
For more information regarding FactoryTalk Activation, refer to:
Chapter 5 of the FactoryTalk View SE Installation Guide - Publication VIEWSE-IN003I
For more details, also see Rockwell Automation Knowledgebase Answer ID: RAKB:
QA11528 - FactoryTalk Activation: Reference Index of common Technotes RAKB:
QA48617 - Managing Remote FactoryTalk Activation Manager Servers
What happens if FactoryTalk View is not activated?
If the FactoryTalk View components you have installed cannot be activated, for example,
because the activation server is unavailable or because borrowed activations have expired,
the software will continue to run for up to seven days.

Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 26 of 53
The seven-day grace period allows time to correct the problem with acquiring
activations without disrupting critical applications. If the activation is restored within
seven days, normal operations will resume.
If the activation is not restored, the grace period will expire. After the grace period
expires, if you restart FactoryTalk View SE and activation remains unavailable, the
software will run for two hours in demo mode.
With a FactoryTalk View SE network distributed application, running in demo mode, you
can:
• Run a local station FactoryTalk View application for up to two hours.
• In demo mode, remote clients cannot connect to a FactoryTalk View server.
•
You cannot create or load over five graphic displays per HMI server.
•
You cannot use the Symbol Factory library without restriction.
15
Communications
(Live
Data)
FactoryTalk Linx is the preferred method of data communication for FactoryTalk View SE
unless one of the following features is needed:
• OPC/DA or UA Server to non-FactoryTalk applications
• Complex communication routing. Protocol changing (ex. Ethernet to DH+), then
RSLinx Classic is required.
• Offline browsing of older PLC/SLC hardware and RSLogix files, then RSLinx
Classic is required.
For more details, also see Rockwell Automation Knowledgebase Answer ID: RAKB:
QA14972 - Data Server Decision Guide
FactoryTalk Live Data Protocols: TCP/IP and DCOM
To add an OPC data server: In FactoryTalk View Studio, in the Explorer window, right-
click the application root, or right-click the area name, select Add New Server > OPC DA
Server or OPC UA Server
The FactoryTalk System Policy allows the Live Data protocol to be selected. This policy
setting will affect communications between client and server services and between the
FactoryTalk directory and servers on the network. If the FactoryTalk Live Data service
detects that some components on the network are not compatible with the selected policy
setting, it will override the policy and use whichever setting is most likely to ensure
uninterrupted communications. For example, for third-party servers and RSLinx Classic,
FactoryTalk Live Data will not attempt a TCP/IP connection and will always use DCOM.
For more details, also see Rockwell Automation Knowledgebase Answer ID:
RAKB: IN5779- Locating settings for the communications protocol (TCP/IP or DCOM)
OPC UA and OPC DA Connectors for FactoryTalk Live Data
• Clients can communicate through data servers, which provide access to information
in devices that comply with the OPC UA 1.02 or 1.03 specifications.
•
Clients can communicate through data servers, which provide access to

Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 27 of 53
information in devices that comply with the OPC DA 2.05a, UA 1.02 or 1.03
specifications.
This enables FactoryTalk software to interface with third-party systems and data is
universally accessible across a FactoryTalk system.
NOTE: Beginning in Version 6.20, OPC UA Connector Redundancy is supported with FactoryTalk
Applications, including FactoryTalk View.
For more information regarding FactoryTalk Linx, refer to: FactoryTalk
Linx Getting Results Guide - Publication LNXENT-GR001
RAKB: QA63912 - FactoryTalk Linx Data Server Limits
FactoryTalk Linx Gateway
FactoryTalk Linx Gateway is an OPC server that enables OPC clients to connect to
FactoryTalk applications. By connecting via FactoryTalk Gateway, 3rd party clients are able
to access live tag data from within a FactoryTalk system and perform read and write
operations.
Some facts about FactoryTalk Linx Gateway:
• It is OPC DA and OPC UA compatible.
• Only one FactoryTalk Linx Gateway can be installed per computer.
• FactoryTalk Linx Gateway can only point to a single FactoryTalk application at a
time.
• FactoryTalk Linx Gateway can communicate to as many unique tags as licensed.
• Multiple FactoryTalk Linx Gateways can point to a single FactoryTalk application.
• Can optionally exclude from OPC Discovery Service and control access for
selected portions.
• Comprehensive diagnostic information provided with predefined diagnostic tags
using embedded FactoryTalk Diagnostic log viewer.
FactoryTalk Linx Data Bridge
• Application is delivered and licensed with FactoryTalk LinxGateway.
• FactoryTalk Linx Data Bridge delivers data from one FactoryTalk Live Data
source to another.
o
Logix Controller via FactoryTalk Linx.
o
OPC UA Servers via FactoryTalk Linx OPC UA Connector.
• User configured tag pairs.
o
Subscription to data source based on user selected rate.
o
Source data delivered to the Data Bridge is forwarded to destination
o
Optional quality and timestamp values delivered to both source and destination
• Configuration import / export to back up the settings or streamline the
setup
process
• Manual configuration via user interface or import/export of configuration to
manipulate with desktop software
• Enables Logix5000 controllers to indirectly interface with OPC UA Servers

Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 28 of 53
For more information see the following Rockwell Automation Knowledgebase link:
RAKB: QA63940 - FactoryTalk Gateway & FactoryTalk Linx Gateway Product Overview
Calculating Tags on Scan
To calculate the maximum number of tags that could possibly be on-scan from a Live Data
Server (ex. FactoryTalk Linx) add all of the following:
Note: If a tag is used in multiple places, it only counts once.
• Tags on graphics being displayed (or having been displayed if displays are
configured to cache and always update)
• Alarm and Alarm Acknowledge tags
• Tags in Derived tag equations (only derived files running)
• Tags in Event files (only event files running)
• Tags in Data Logs Models (only models that are running)
• Handshake tags
• Tags that Macros or VBA are using for read and write operations
Note: Also take into consideration other applications like FactoryTalk Historian SE that
may be using the same Live Data Server
HMI Tags versus Direct Reference Tags
Each graphic display can contain up to 3,000 references to expressions or tags (HMI and
Direct). This limit includes duplicate tags and tags contained in embedded variables.
Embedded variables can be used to display data in a graphic display that will updates
dynamically at run time. It is recommended that no more than 200 objects be used on a
single graphic display that are using embedded variables that are dynamically updating
data.
For more details, also see Rockwell Automation Knowledgebase Answer ID’s:
RAKB: QA57779 - FactoryTalk View SE recommendation for the maximum number of
objects using embedded variables.
RAKB: QA26241- Explanation of graphic display tag connection limit in FactoryTalk View
SE
Tag Database (HMI Tags)
• Very useful when creating similar controls. Parameter files can reference
directory folder structure or tags for quick duplication of controls.
• Easy to do Tag Replacement (search and replace)
•
HMI tags must be used (that is, Direct Referenced tags cannot be used) for any of
the following components in the application:
o
Security.
o
Data manipulation (Scaling, offset values, setting minimum or maximum limits on
values).
For optimum performance, do not place all the HMI tags in the root folder. It is also

Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 29 of 53
recommended that the number of tags in a folder be limited to less than 1000. HMI tags
contained in nested folders do not contribute to the number of tags in the root of the
folder.
For more details, also see Rockwell Automation Knowledgebase Answer ID: RAKB
QA6279 - Slow object animation performance when opening HMI displays.
Direct Referenced Tags
•
No need to build or create a tag database since tags are directly referenced from
the controller
• Provides access to complex data types in the Studio 5000 environment. Reference
the tag values directly and eliminate the need to create an HMI tag for each member
element.
• Parameter files can be used with Direct Referenced Tags
• Tag Replacement can be used with Direct Referenced Tags
•
Security cannot be configured; however, a workaround is to use the function
UserHasSecurityCode() with visibility on Input fields.
For more details, also see Rockwell Automation Knowledgebase Answer ID: RAKB
IN21383- How to apply security on tags when using direct referenced tags.
Note
: The Tag Browser button appears beside data entry fields. Type information into
the filter field or click the browse button to open a list containing valid entries for the
field. Using the Tag browser button will prevent syntax errors that could require
debugging later in the application development.
16
Alarm and Events
If you are upgrading to version 11.00 or later, legacy HMI alarm definitions in your older existing
application are stored in the HMI tag database. Use the FactoryTalk View Alarm Migration tool
to migrate them to FactoryTalk Alarms and Events. For an example of instructions, see the
video at the Rockwell Automation YouTube page.
Note: FactoryTalk View version 10 is the last release to support the legacy HMI tag alarms.
For FactoryTalk View version 11.00 and later legacy HMI tag alarms are no longer supported.
For more details, also see Rockwell Automation Knowledgebase Answer ID:
RAKB: QA51785 - Tool: Converting RSViewSE HMI Alarms to FactoryTalk View SE A&E
Tag-Based Alarms.
Several FactoryTalk Alarm Objects that are available for use on a display:
Alarm and Event Banner
- Use to subscribe to alarms from one or more areas in the
FactoryTalk system and then monitor and interact with the most urgent and recent
alarms.
• Display various attributes of alarms.
• Indicate the state of alarms using icons, colors, and sound.
• Used by operators to acknowledge or silence the alarms that are displayed.
Alarm and Event Summary - Use to subscribe to, monitor, and interact with alarms and events
Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 30 of 53
from one or more areas in the FactoryTalk system.
• Displays various alarm attributes.
• Indicates alarm states using icons and colors.
• Allows an operator to acknowledge, reset, suppress, or disable the alarms that
are
displayed.
Alarm and Event Log Viewer - View alarm and event information previously logged in a
database configured to store historical data. Programmatically query the database for
specific records.
Alarm Status Explorer
- Displays the FactoryTalk Directory area model and the alarm
sources contained within that area model. Operators use the Alarm Status Explorer to
view and change the status of alarms in the FactoryTalk Alarms and Events system.
• Enable or disable alarms.
• Suppress or unsuppress alarms.
• Enter comments when enabling, disabling, suppressing, or unsuppressing alarms.
Alarm and Event Types
1. Alarm and Events - Tag-Based
• Offers the equivalent of HMI tag Alarm monitoring, but with an expanded feature
set.
• Works with any controllers available on any data server (OPC or
FactoryTalkLinx)
2. Alarms and Events - ALMA and ALMD instructions
• Works with Logix controllers (V16 to V19 and v24 or later).
• Alarm detection performed in the controller.
• No HMI tag definition needed.
• All alarm configuration is done in the controller using Studio 5000.
3. Logix Tag-based Alarms
•
Logix tag-based alarms are supported only on Compact GuardLogix 5380,
CompactLogix 5380, CompactLogix 5480, ControlLogix 5580, and
GuardLogix5580 controllers, with firmware v31 or later.
• Logix tag-based alarms associate alarm conditions with tags for Logix 5000
controllers. Logix tag-based alarms monitor tag values to determine the alarm
condition, but they are not part of the logic program and do not
increase the scan
time for a project.

Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 31 of 53
FactoryTalk
Alarms and
Events
Tag-
Based
FactoryTalk
Alarms and
Events
ALMA and ALMD
Instructions
Logix Tag-
Based
Alarms
Configured in HMI Application
Yes
Alarm tags are polled by HMI
Yes
Configured in Controller
Yes
Yes
Alarm status is pushed to HMI
Yes
Yes
Enhanced Alarm Summary Object
Yes
Yes
Yes
Alarm History in MS SQL database
Yes
Yes
Yes
Alarm History Viewer Object
Yes
Yes
Yes
Alarm Banner Object
Yes
Yes
Yes
Support for Redundancy
Yes
Yes
Yes
Runtime Language Switching
Yes
Yes
Yes
Alarm buffering during loss of connection to the controller
To receive device-based alarms, the alarm server (FactoryTalk Linx) establishes a
subscription to the alarms in the Logix controller. The controller maintains a connection to
each subscriber and monitors the status of that connection.
As alarm state changes occur, the controller caches information such as timestamps,
alarm state and associated tag values, and transmits the information to all the
subscribers.
If any subscriber fails to confirm the receipt of the alarm information, or if the
connection to a subscriber is not good, the controller stores the undelivered alarm
information in a 100 KB buffer. Each subscriber has its own buffer and communication
problems with one subscriber do not interfere with alarm delivery to other subscribers.
When the buffer is full, newer alarm information is discarded and a FactoryTalk
Diagnostics message is logged. The buffer is created when the subscriber establishes
its initial connection and is maintained for a length of time after a subscriber loses its
connection. The length of time is specified in the Buffer Timeout setting on each
FactoryTalk Linx device shortcut.
For more information regarding FactoryTalk Alarm and Events, refer to:
FactoryTalk View Site Edition User's Guide:
Publication VIEWSE-UM006
FactoryTalk Alarm and Events System Configuration Guide: Publication
FTAE-RM001
FactoryTalk Alarms and Events v.6.20 – Subscribe to Diagnostics Messages
Subscribe to diagnostics messages created in the controller. Automatic Device
Diagnostics and Analytics are generated by the controller in a system. Information
about IO Communications and faults in the controller code can now be sent to the HMI
to provide information to operations. Easily access information about the devices in
the control system from the supported Logix v33 and later controllers: ControlLogix
L8x, CompactLogix 5480 and CompactLogix 5380.

Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 32 of 53
FactoryTalk Alarm and Events Redundancy
Microsoft SQL server is configured for use with Alarms and Events. If a connection to
the historical database is not available, the server will cache alarm events until the
connection becomes available again, at which point the cached events are sent to the
database.
When implementing Alarm and Event redundancy, it is acceptable to place the alarm
history database on either the primary or secondary HMI/Data servers since events will be
cached should that server become unavailable; however, it is recommended to place the
SQL Server on a machine separate from the redundant HMI/Data Server pair.
Note: Microsoft SQL must be installed if the use of FTAE Alarm History is desired. Microsoft
SQL Express is provided with the FactoryTalk View SE installation media and is a free
installation. However, if there is already an existing MS SQL server within the
architecture, it can be used. The SQL Server that is installed with FactoryTalk AssetCentre
could also be used.
Duplicated/Conflicting Historical Entries
In rare circumstances when using FactoryTalk Alarms and Events redundancy, it is
possible for the historical database to receive duplicate and/or conflicting alarm
messages. This state could occur if the active Alarms and Events server (i.e., Server A)
loses connectivity to the network (including controllers and historical database) and
locally caches faulted alarm states while Server B records and logs accurate alarm
values. When connectivity to the network is restored, it is possible for Server A to
receive and log good quality events from the data server before connecting and
synchronizing with the alarm server.
Synchronization of time is important in any distributed system; however, time differences
will be more apparent and confusing to the operator in the case of alarming since mis-
matched times will appear together in the same display. If the FactoryTalk Alarms and
Events system includes tag-based alarm servers, the timestamps for those alarms come
from the computer that is hosting the server. For FactoryTalk Alarms and Events device-
based alarms, the timestamp is received from the ControlLogix processor where the
alarm was generated. To ensure that alarms are ordered properly by time, you must
synchronize the computer’s clock with the controllers’ clocks.
For more information refer to the FactoryTalk View Site Edition User's Guide, "Setting up
FactoryTalk System Availability "
Publication VIEWSE-UM006
Refer to the FactoryTalk Alarm & Event Configuration Guide:
Publication
FTAE-RM001
WIN-911 SCADA alarm notification software
FactoryTalk Alarms and Events has been qualified for use with Win-911 software. They
are a Rockwell Automation Technology Partner.
WIN-911’s SCADA alarm notification software creates a reliable remote message delivery
system. If an industrial process malfunctions, the HMI system will detect the problem and
WIN-911’s alarm notification software will send out notifications by text message or email to
the people who need to know. An error in a HMI system can lead to large scale problems,
WIN-911 sends alerts directly to specific personnel so the message will be received,

Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 33 of 53
logged and managed. This allows your operators and plant managers to focus on other
tasks while WIN-911’s software monitors the emergency response.
There are multiple types of connections offered by WIN-911 to integrate with different HMI
systems. The WIN-911 Direct Connect is recommended solution for HMI products such as
FactoryTalk View SE and FactoryTalk View ME. Your HMI systems determines the issue
and WIN-911’s intelligence decision matrix pushes out the remote alarm notification. The
users can acknowledge and manage the alarm in the HMI database through voice, text,
or email.
Win-911 Website: http://www.win911.com
For more details, also see Rockwell Automation Knowledgebase Answer ID:
RAKB: QA19602- Where can I download Win911 for FactoryTalk View SE/ME or
PanelViewPlus
RAKB QA54868- Win911 subscribing to an alarm using Alarm and Events in FactoryTalk
View SE
17
Datalogging
Data logging is a FactoryTalk View SE component that collects and stores tag values.
When using a Datalog Model, a user can define which tags to collect for a specific
configuration and where to store the collected values.
When planning data collection, design the system so only essential data is collected.
Limiting data collection is important because collection activities require substantial
processing power and generate significant traffic on the communication channel or
network.
In a redundant SE system, it is suggested to log to a third computer as opposed to locally, in
doing this there is only one location to manage the data and there is no need to merge
multiple files or databases together after a failover or switchover.
Datalogging to Secondary Path
FactoryTalk View SE allows for a secondary or backup path to be specified if the primary
path for file sets or the ODBC database becomes unavailable. This could happen because of
network failures or because of lack of disk space on the computer where the data is
being logged.
If the primary data log location becomes unavailable, FactoryTalk View SE begins to
store the data in a buffer. The buffer can hold up to 64 Kb of data. If the primary location is
still unavailable when the buffer fills, or when the maximum amount of time to buffer
data has elapsed, FactoryTalk View SE switches to the secondary path.
FactoryTalk View SE checks periodically to determine whether the primary file path has
become available again. If it has become available, FactoryTalk View SE switches back
automatically.
If both paths are unavailable, FactoryTalk View SE buffers the data. If the buffer fills and
both paths are still unavailable, FactoryTalk View SE empties the buffer (the data in the
buffer is lost) and begins storing new data in the buffer. FactoryTalk View SE continues
checking both paths until one becomes available.

Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 34 of 53
Multiple datalog models
At run time, up to 20 models can run simultaneously on each FactoryTalk View SE
Server.
Use multiple data log models to:
• Store related information in separate file sets
• Log groups of tags at different rates
• Log groups of tags based on events
Datalog Storage Formats
Logged data is stored in either an internal file set, providing faster performance for
historical trends, or in an ODBC compliant database. If a file set is used, tag values are
stored in proprietary format files. Trend objects can read the data to plot in a graphic
display.
If values are stored to an ODBC compliant database, it is highly recommended that this
be a separate database server. This data can then be viewed using products such as
FactoryTalk Historian Site Edition, FactoryTalk Historian Classic, or third- party ODBC
compliant tools such as Microsoft Excel or Dream Report or XL Reporter.
If the ODBC database becomes inaccessible, FactoryTalk View SE logs the data to
backup files in proprietary format. The location of backup files is configurable.
The datalog internal file set can be opened, viewed, and saved to CSV file format using
the File Viewer utility. RAKB: QA33725 - FactoryTalk View File Viewer Utility
Each data storage file format will have its own database limitation.
For more details, also see Rockwell Automation Knowledgebase Answer ID: RAKB IN3705
- Datalogging file limitations in FactoryTalk View SE
FactoryTalk View Site Edition User's Guide, refer to "Setting up data logging" Publication
VIEWSE-UM006
18
Global Objects
A Global Object Library can be used to improve efficiency and provide better
organization of large projects.
A Global Object is an object that is created once and can then be referenced multiple
times on multiple displays in an application. When changes are made to the original
(base) object, the copies (reference objects) are changed as well.
A Global Object display (.ggx file) contains the base objects. It is possible to define
multiple base objects within a single Global Object display. A base object can also be
made up from other base objects.
Define only a few base global objects per Global Object display.
Because a base object can contain other base objects, the entire Global Object display
must be loaded into memory every time one of its objects is referenced at runtime. By
limiting the number of base objects to 10 or 20 per Global Object display, performance is
improved at runtime by:
• Speeding up the loading of Global Object display into memory.

Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 35 of 53
•
Speeding up a search process for the base object referenced within the Graphic
display.
Example: A Global Object display containing 200 base objects which are referenced on
several graphic displays can take approximately 10 to 20 seconds to load when selected.
What's happening?
Each time a Graphics display referencing a base object is called,
the entire Global Object display with 200 base objects will be loaded in memory and
searched for the required components. The search can have severe performance
impact on the HMI client, particularly on lower-end servers with a lot of client
connections.
Solution:
Divide the Global Object display into 10 smaller Global Object displays each
containing about 20 base objects.
Effects of the Solution: During run-time, smaller Global Object displays will load much
faster, the search for the corresponding base objects will be much faster, and overall
client performance will improve by order of magnitude when displaying that particular
screen.
Global Object Runtime Optimization - FactoryTalk View Site Edition v13 and later
To optimize the runtime performance of the FactoryTalk View SE client, there is an option to
compile global objects. After the compilation, global object display will not be loaded in the
background. An asterisk shows on Compile global objects with star, indicating that there
are pending changes in the system that require compilation.
Locate this option on FactoryTalk Studio main menu under options. The following image
shows the settings on the Global Object tab of the Options dialog box.
NOTES
With the Enable Global Object Runtime Optimization option selected, if you make any
changes to global objects, click the Compile Global Objects button, and wait until the

Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 36 of 53
compilation process is completed for the modification to either the display or global
object display to take effect.
In a multi-language project, if you have compiled global objects after you remove a language, when
you add that language back, you need to compile global objects again.
FactoryTalk View Site Edition User's Guide, refer to "Creating Graphics Displays". Publication
VIEWSE-UM006
19
Security
Security threats to a Process Control System generally fall into 4 categories: external,
internal, intentional, and accidental.
Detailed security recommendations against external threats are beyond the scope of
this document. However, there are some basic measures that should be taken to
protect against the most common threat – the day-to-day users of the HMI system.
Recommendations in this area include:
• Password protect the computer’s BIOS. To prevent booting from anything other than
the local hard drive, configure the computer to boot only from the hard drive, and then
configure a BIOS password so that mischievous users cannot change the boot device.
•
Password protect the local Administrator account. This often-overlooked task is
critical.
• Configure the Windows environment so that it is “strictly business” for the operators.
Restrict access to required applications only using Group Policy (in a domain) or
Local Policy (on an individual machine or workgroup). The provided FactoryTalk
View “DeskLock” tool can also be used for this purpose.
FactoryTalk Security
FactoryTalk Security authenticates user identities and authorizes user requests to access a
FactoryTalk-enabled system. These security services are fully integrated into the
FactoryTalk Directory and are included as part of the FactoryTalk Services Platform.
FactoryTalk Security includes user authentication that determines who can open, create,
modify, and delete application components, and on which
computers the actions are
allowed. Use FactoryTalk Security to add user and group security accounts as well as
Windows-linked accounts and set up security for common operator actions.
FactoryTalk Security can be configured to:
• Prevent writes to specified tags from the FactoryTalk View SE Client.
• Prevent access to specified displays from the FactoryTalk View SE Client.
• Prevent access to specified commands from the FactoryTalk View SE Client.
• Prevent changes to the application from FactoryTalk View SE Studio or the
FactoryTalk View SE Administration Console.
To open the FactoryTalk View SE User Accounts editor or the Secured Commands
editor, the user requires access to the Common/Create Children action, in addition to
the Common actions, Configure Security, List Children, Read, and Write, on the area or
application.

Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 37 of 53
For more details, also see Rockwell Automation Knowledgebase Answer ID: RAKB:
IN36251 - FactoryTalk Security - Tips and Best Practices
20
Trending
When planning trends, consider how they will be used. For example, will the trend be used
to:
• Analyze process information.
• Monitor production efficiency.
• Review archived process variables to ensure compliance with government
regulations.
• View short-term historical data to help operators make quick decisions. Based on such
considerations, it can be determined:
• Which tags need to be plotted on the same trend.
• Which tags need to be plotted from a data log model or FactoryTalk Historian SE.
• Which tags need to be plotted against time, or against another tag.
Trends can display real-time or historical data, from data log models or FactoryTalk
Historian SE. Trend Templates may be used to create pre-configured trend objects for use
in graphic displays. Trend Snapshots may be used as overlays with real-time trends.
New data connector for OSI PI in ViewPoint Trends - Version 12 and later
Configure OSI PI Server as a native data source in FactoryTalk View SE TrendPro.
Systems with an existing Enterprise OSI PI configuration can now display data from OSI
PI on a ViewPoint Trend. No additional license required.
FactoryTalk View Site Edition User's Guide, refer to "Setting up Trends".
Publication VIEWSE-UM006
For additional details, see Rockwell Automation Knowledgebase Answer ID: RAKB:
IN10381- Trend Object Comparison (TrendX, TrendPro)
21
Language
Switching
Language switching allows operators to view user-defined text strings in an
application, in up to 40 different languages. At run time, in a distributed application,
multiple FactoryTalk View SE clients can switch between any of the languages the
application supports.
Generally, it is best practice to develop all the screens in one language first, then
export/import the translations at the very end. Once translated, all screen text edits and
additions must be updated in all languages.
FactoryTalk View Site Edition User's Guide, refer to "Language switching".
Publication VIEWSE-UM006
Runtime language switching is also supported for alarming when using FactoryTalk Alarms
and Events.

Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 38 of 53
FactoryTalk Alarm and Events System Configuration Guide, refer to “language”. Publication
FTAE-RM001
Using Localized Language Versions of FactoryTalk View SE
Localized language versions of FactoryTalk View SE are not required for the viewing or
translation of displays and alarm text. Do not install a local language version of FactoryTalk
View SE (for example, German, French or Japanese) on an English Operating System or
errors may occur. For best results, use the same localized language version of FactoryTalk
View SE on the same language of operating system install.
22
Graphic
Displays
Develop Hierarchies for Efficiency and Clarity
Develop a hierarchy of displays with each display giving more granular detail of an object,
area, or function. This prevents displays from being cluttered by attempting to display a
large amount of information at one time. This also reduces the demands on the Live
Data Server from having to poll and display a large amount of data.
Organize displays into folders – Version 12 and later
Using FactoryTalk View Studio organize application displays into logical folders (not physical
folders). Folders can contain other folders; displays can be organized in a hierarchy up to 3
levels deep. Runtime navigation commands are retained when adjusting location of displays in
different folders. Support for selection of multiple displays with Ctrl or Shift keys – for move /
delete operations. Support for drag / drop of displays across instances of FactoryTalk View
Studio or between Windows Explorer and FT View Studio.
Create Re-Useable Displays and Objects
Create templates to ensure consistency of appearance. Use global objects and
parameter passing for efficient re-use of screen content.
Naming of Application Components
FactoryTalk® View SE supports long file names. File names also include the path and can be
up to 200 characters long. For example, a graphic display that has the file name
“99_serverstatus” has 15 characters in it. However, it is actually 104 characters because it
also includes the directory path. Example path below:
“C:\Users\Public\Documents\RSView Enterprise\SE\HMI
Projects\FTViewCookieDemo_HMI\Gfx\99_serverstatus.gfx”
Avoid using graphic display names that conflict with commands or macros
As with graphic display names, you can also choose your macro names. Avoid using the
same names for displays and macros. The underlying system may not understand your
intentions calling macros to run. The same consideration should be used to avoid naming
macros or graphic displays the same as native system commands. For example, “Display” is
a system command. Do not name a graphic display “Display”. For a list of FactoryTalk
View SE system commands, refer to
FactoryTalk View Site Edition User's Guide - Publication VIEWSE-UM006

Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 39 of 53
Search and Replace for Tags on a Graphic Display
FactoryTalk View Studio provides a tool to Find and/or Replace Tag names. Search for
every occurrence of a specific tag or text string throughout the graphic and global
object files of a FactoryTalk View SE application. You may replace text or tag names
with different text and undo your changes. The location (the scope) of the search can
be one or more displays and HMI servers that belong to the same application.
Note: Find and Replace does not include VBA code. This capability is included separately in
the VBA Editor.
Cross Reference Search
This FactoryTalk View Studio tool gives the ability to find tags and text strings in the
following HMI project components: Tag Database, Displays, Global Objects, Parameters,
Macros and Datalogs. Use the Cross Reference form to specify the tag or text string to
be searched for, the location, and components to be searched and then display the
location and components in a spreadsheet form. Same as Find and Replace feature, it
operates across multiple HMI servers and presents results in an interactive
spreadsheet format. Once listed in the spreadsheet, just double-click the component to
open it in the appropriate editor.
Graphic Display Navigation Buttons
You can use the navigation button object to create buttons to navigate between
previously viewed graphic displays. FactoryTalk View SE can maintain a navigation
history of displays that have been opened by the user. The navigation buttons let you
browse back and forth to previously opened displays.
You can create up to three types of navigation buttons. Each navigation button
performs a single function at runtime, with the option to display the previous screen,
the next screen, or the navigation history.
Navigation history is optional and is configured for each FactoryTalk View SE Client. To
track displays you can specify what displays to track by using the Properties tab in the
Display Settings for each chosen display. This provides flexibility for tracking only the
displays necessary.
For additional details, click on Help in the FactoryTalk View SE Client wizard FactoryTalk
View Site Edition User's Guide - Publication VIEWSE-UM006
Caching Graphic Displays
In the Display Properties you have the option to set it for being cached in memory after
being displayed or not.
If you select “No” for this setting, the display will not be loaded into the display cache
memory when it is displayed for the first time. Most displays in the application will be
configured as displays that are not cached. Memory usage is kept to a minimum on the
number of displays stored in memory.
If you select “Yes” for this setting, the display will be loaded into the display cache memory
when it is displayed for the first time. This means when the graphic display is called
again to re-open the display will be loaded quickly. The improved performance will depend
on how many tags are part of the graphic display. To remove displays from the display

Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 40 of 53
cache memory at runtime you will need to use the “FlushCache” command.
A sub-option to choosing “Yes” is “Always Updating”. Select this check box keep the data
updating even when the display is not visible to the user. For example, choose this option
to continuously update trend data on a display even if it is not visible. This option will also
make displays re-open even faster. Always updating a cached display can cause added
communications overhead because the data will be retrieved for tags whose values
might not otherwise be necessary. Alternatively by using the command parameter /ZA otion
(Display <display name>/ZA), the startup command for the display is executed when the
display is loaded into the cache. The shutdown command for the display is executed only
when the cache is emptied (using the “FlushCache” command).
Note: Each display in the display cache uses memory. Once Windows consumes all
physical memory, it is forced to swap to disk. This can have an undesired impact on the
system, resulting in all SE Client activities occurring slower than expected. To conserve
system resources, limit the total number of displays in the cache to 40. This includes
displays loaded using options configured through the display settings using the Display
<display name> /Z or /ZA command.
Caching Global Object Displays
Caching the Graphics display may improve performance but be aware that any runtime
edits on the base gobal object will not be reflected in the Graphic display until the
FlushCache command is issued or an SE client session is closed and re- started.
Rockwell Automation Knowledgebase Answer ID:
RAKB: QA17058- FactoryTalk View Site Edition: Cache After Displaying
Overlay vs. Replace
When creating graphic screens, select “Replace” as often as possible as it will cause the
currently displayed screen to close while opening the newly requested screen. If
“Overlay” is selected, it must be managed more closely. It is possible for multiple screens to
be open one on top of the other consuming memory and CPU resources unnecessarily.
Use Wallpaper
When importing a large graphic object (*.jpg, *.bmp) to use as a background, converting the
object to wallpaper will allow smoother mouse control over the object and provide a better
environment for developing the graphic. It also saves memory for faster display of screen.
Image formats
Image file types supported are BMP, JPG and PNG. For version 12 and later SVG (Scalar Vector
Graphics) are supported. SVG images are easier to resize to the desired width and height.
Leverage the new updated image library - Symbol Factory 3.0 Enhanced Objects.
Faceplates
Consider using faceplates. Faceplates are standard screens that can be used (and re- used)
within an application. Faceplates can correspond to a Logix5000 instruction, a tag
structure within Logix5000 AOI, or any group of tags that is repeated throughout an
application. The PlantPAx Library of Process Object faceplates can be included in any
application by right-clicking on the HMI server in FactoryTalk View Studio and selecting

Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 41 of 53
“Add Process Faceplates…”. A faceplate is a graphic screen like any other and counts
toward the licensed display count of an application.
Tabular control to display a set of tag values – Version 12 and later
Quickly build a tabular control to display a set of tag values. Enabled for:
• Numeric Display
• Numeric
Input
• String
Display
• String
Input
Specify the number of columns, rows, and spacing to easily duplicate a customized object
to the desired quantity.
Rockwell Automation Knowledgebase Answer ID:
RAKB: QA54401- Rockwell Automation Library of Process Objects (Process Library)
for thePlantPAx System
Other Faceplates can also be found through the Sample Code Library. Download of
these faceplates is free and does not require a support contract. However, take note
that users may submit code as well and some code may be unverified. Be sure to test
any downloaded code thoroughly before placing it into production. Searching for
keyword "Faceplate" will uncover faceplates created for Rockwell Automation devices.
http://samplecode.rockwellautomation.com
Graphic Display Update Rates
This setting can be found in each graphic display’s settings. Keep update rates only as
fast as necessary for the processes like Tag Read/Write, Datalogging, Derived Tags or
Events. These update rates are important and can have a direct influence on the
performance of the HMI server and clients. The update rate is also influenced by the
rate at which the tag in the target device changes.
Graphic Display Limitations
Each graphic display can contain up to 3,000 references to expressions or tags (HMI and Direct).
This limit includes the tags contained in embedded variables.
For additional details, see Rockwell Automation Knowledgebase Answer ID:
RAKB: QA26241 - Explanation of graphic display tag connection limit in FactoryTalk View
SE.
Using Object Embedded Variables
Embedded variables can be used to provide information in a graphic display that updates
dynamically at run time.
Embedded variables can contain the following elements:
•
Tags
• Tag
placeholders
• Literal numbers or strings

Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 42 of 53
• The time and date
Using the caption text for text objects, button objects or local message objects, tag based
embedded variables can be used to dynamically display new tag values whenever it is read
from the data source.
Embedded variables that use tags in tooltip text will show the value that is captured
when the mouse hovers over the object, but it does not update dynamically while the
display is running.
Embedded Variable Recommendation:
It is best practice to use the Numeric and String objects to display data
dynamically using tag data sources.
When several hundred data values need to be displayed dynamically on a graphic
display, the Numeric and String objects are better designed to request data from many of
these objects efficiently using tag groups.
Using Embedded Variables with a Text object or with the states of Multistate Indicator
objects is acceptable practice when there are only a few of these objects on a graphic
display.
When large quantities of Text objects or Multistate Indicator objects are used with
dynamically updating embedded variables, they retrieve the data values one object at a
time. Unlike Numeric and String objects which are designed to form graphic display tag
groups for efficiency when updating.
Product testing has indicated that exceeding the use of more than 200 objects
configured with dynamically updating embedded variables will affect how quickly the
data will update when a graphic display is initially opened.
The amount of delay for the data to update can vary depending on how many objects are
using embedded variables and the way they are implemented on the graphic objects. In
extreme cases, the delay could be 10 seconds or more.
It is recommended that no more than 200 objects that are using embedded variables
that are dynamically updating data be used on a single graphic display.
RAKB: QA57779- FactoryTalk View SE recommendation for the maximum number of
objects using embedded variables
Using ActiveX Controls on a Graphic Display
A FactoryTalk View SE graphic display can be a container for an ActiveX control. An
ActiveX object is a software component that is either supplied with FactoryTalk ViewSE
or used from an independent source such as Microsoft Office, Visual Basic, and many
other third-party applications.
An ActiveX object gives access to its features through the object’s properties, events,
and methods. By embedding an ActiveX object in a FactoryTalk View SE graphic display
and then assigning properties or specifying handlers for the object’s events, the object
can interact with FactoryTalk View. Information can be passed between an ActiveX
object and FactoryTalk View SE using FactoryTalk View SE Tags. If a FactoryTalk View
SE tag is attached to an ActiveX object’s Value property, the object’s behavior changes
as the tag’s value changes.

Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 43 of 53
Be aware that ActiveX versions may vary based on the operating system and in turn may not
work properly.
For additional details, see Rockwell Automation Knowledgebase Answer ID: RAKB:
QA30568 - Registering ActiveX control using FactoryTalk View Studio
For additional details, see the FactoryTalk View Site Edition User's Guide
Publication VIEWSE-UM006
Using VBA with FactoryTalk View SE Graphic Displays
Visual Basic for Applications (VBA) can be used to customize and extend the capabilities of
FactoryTalk View SE. FactoryTalk View SE graphic displays include the ability to
incorporate VBA scripts. Use the VBA integrated development environment (IDE) to create,
test, and debug VBA procedures that run- in response to events triggered from within
FactoryTalk View SE graphic displays.
• VB third-party access to the FactoryTalk View SE Display Client object model, which
includes the Tag and Graphic object models, is not supported. Access to the
FactoryTalk View SE object model is available only within the FactoryTalk View SE
client’s VBA.
• Limited support is available through Rockwell Automation Technical Support for
customers needing assistance debugging their VBA scripts. A maximum of 20 lines of
code per problem can be considered.
•
Use of custom VBA code should be limited. Only use when a native feature of the
product does not meet the necessary requirements.
• VBA is single threaded.
• VBA is not compiled code.
• VBA is not recommended for continuous calculations. For continuous calculations, the
use of an OCX or EXE is recommended only if derived tags are not suitable.

Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 44 of 53
Top 6 Best Practices when using VBA
1. Don't use VBA if you don't have to.
Instead of this in VBA…
Do this in FactoryTalk View SE…
Read in a lot of tag data to
perform calculations
Perform calculations via Derived Tags
VBA Forms or modal VBA
popups
Use displays instead of VBA forms since they do not block object
events or have the chance of getting caught “behind” the
operator’s HMI screens.
MsgBox (“Hey operator,
something happened!”)
Log your messages to the FactoryTalk Diagnostics log or use a
FactoryTalk View SE display with the message in a string tag if you
want it to be obvious.
Use VBA to check for
high/lowlimits when
operator enters a set
point.
FactoryTalk View SE Numeric Input objects contain numeric entry
high and low limit settings, as well as an option to set tooltip text
for the operator.
Use VBA to read in tags
to set text displays for the
operator,popup window
titles, or tooltips.
Embedded variables allow you to dynamically insert tags into the
captions on graphical objects, tooltip text, local messages and
display title bars.
2. The use of error handling is required.
• Option Explicit is not an option.
o
Make it a habit to use this at the beginning of ALL your VBA code.
o
Use this to catch typos or mismatch problems before they become an error.
• Always use an Error Handler!
o
Test for Error after each object call and take appropriate action.
o
Preferred: On Error Goto ErrHandler
o
Errors are categorized and logged to the FactoryTalk Diagnostics log.
o
Always use the IsError() function with numeric and string objects
• Write your errors to the FactoryTalk Diagnostics Log!
o
With meaningful error messages that capture the screen name,
routine name, and other useful information.
o
Use VBA Err.Num and Err.Desc objects to catch system errors.
3. Avoid using VBA Forms or Message Boxes msgbox()
• They can prevent other VBA calls or events.
•
Modal popups can get caught “behind” the HMI screens which can
produce confused and frustrated operators.
4. Limit database interfaces within VBA code.
• Do not attempt to replace the functionality of FactoryTalk Transaction Manager.
• If your database is located on a networked PC, be prepared to deal with potential

Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 45 of 53
disconnections or network issues. These can cause hang-ups or delays in your
VBA code.
•
As databases grow over time, size or improper indexing can cause significant
delays or hang-ups.
•
Be ready to handle database table or record locks, especially in multi-user
environments. The Data Grid object can be used instead to read from a database
to avoid using VBA code.
5. Test before deployment in a realistic runtime environment with real controllers
and running control code. What works in the development environment may work
differently in the runtime environment:
• Slower tag loading.
• Slower client execution.
• Unforeseen operator actions.
• Client CPU usage and memory allocation.
6. Reuse and comment your code.
• Use version control, especially if you are giving your screens/code to
someone else.
For additional details, see the FactoryTalk View Site Edition User's Guide
Publication VIEWSE-UM006
For additional details, see Rockwell Automation Knowledgebase AnswerID:
RAKB: QA12994 - FactoryTalk View SE VBA - All You Need To Know – Table of
Contents
Import and Exporting of Graphic Display XML Files
FactoryTalk View SE stores graphic displays in a proprietary format using a .gfx
extension (e.g., DisplayName.gfx). However, the Graphics Import Export Wizard in
FactoryTalk View SE Studio allows for both graphic displays to be exported to an
XMLfile, and graphic displays to be imported from an XML file. The XML files can be
edited to modify objects that already exist or to add new objects.
A display cannot be imported or exported that is currently open in the same instance of
FactoryTalk View SE Studio. Having the display open in a second or remote instance of
Studio will not cause it to fail. However, if an older version of a display is open and it is saved
after the import has been done, the imported changes will be overwritten.
For additional details, see the FactoryTalk View Site Edition User's Guide:
Publication VIEWSE-UM006
Since XML files are text files, you can perform search and replace operations on
STRINGS that are contained within graphic displays before you import them back into
the application.
For additional details, see Rockwell Automation Knowledgebase Answer ID:
RAKB: QA6358 - FactoryTalk View Graphic Strings Search and Replace using Graphics
XMLExported Files
23
Windows PowerShell Integration with FactoryTalk View SE
FactoryTalk View SE version 13 and later integrates the PowerShell scripting language to

Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 46 of 53
execute server-side code. PowerShell code execution on the HMI server means that HMI
tags are accessible to the interface on the local server computer. By comparison, VBA code
is only able to be run on an HMI client computer. PowerShell capability eliminates the need
for an HMI client to execute VBA code remote of the HMI server.
PowerShell code routines can be event driven. It has the ability to trigger code to execute
based on a tag value. It has the ability to Delete/Create/Read/Write HMI tag values.
For RSView32 users, it allows them to take VBA code that was written in displays that
modified tags and implement that type of solution on the FactoryTalk View HMI server using
PowerShell. It is not a direct migration, but someone proficient in creating code should be
able to execute similar functionality with PowerShell.
For additional Information:
FactoryTalk View SE User's Guide (Publication VIEWSE-UM006)
24
HMI Server Startup Type
The HMI Server Startup involves starting and running multiple components (services).
There are two options for starting the HMI Server: “On Demand” and “Load and run
startup components when operating system initializes”. This setting can be accessed in
FactoryTalk View Studio or the FactoryTalk Administration Console by right mouse
clicking on the HMI Server icon and selecting properties.
In general, ‘On Demand’ is selected during development so that all the services do not
startup every time the HMI Server is started. This setting is useful for development
stations or machines hosting many different HMI applications that may not all need to
be running at once.
Once the system is deployed – or if a redundant HMI Server system is desired, then it
should be set to “Load and run startup components when operating system initializes”.
25
Multi-User System Remote HMI Client Awareness
Alarming, Datalogging and Derived Tags are all HMI Server components (services).
When an application is administered or run by multiple users, behavior which is
appropriate in a single-user, single computer environment might not function as
expected in an application with multiple remote HMI clients.
For example, a graphic display is running on several remote client computers, and it uses a
macro that stops a derived tags file. When that display is closed on one client, the
shutdown macro will stop the derived tags file on the HMI Server, which means it will be
shut down for all the running HMI clients. This behavior would be true for the other
server-side components like Datalogging.
26
Multi-Monitor
Support
Multi-monitor deployment – FactoryTalk View SE version 10 and later
Supports the automatic and dynamic management of HMI application displays. This
provides operators more screens to view more information about process operations
from a single workstation.
• The monitor configuration is defined per client and can be unique per operator
station.

Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 47 of 53
• An HMI Client configuration can support individual configuration of up to six
monitors.
• Applications can span multiple monitors. You can easily drag the displays
between monitors.
• HMI displays can be displayed on the specific pre-configured monitors or
dynamically based on the relative location of originating request.
• The ‘/M’ parameter provides the ability for the display command to specify
which specific monitor the display should be opened on.
For additional details, see the FactoryTalk View Site Edition User's Guide
Publication VIEWSE-UM006
Multi-Monitor Support in versions prior to 10.0 (CPR9 SR10)
Multiple monitors can be implemented in one of two ways:
1.
Launch two separate FactoryTalk View SE clients for each monitor. XY display
coordinates can be set for each client so that they always open on a specific
monitor. Or an operator can manually move a client once it is open onto the desired
display.
2. Run a single FactoryTalk View SE client where the HMI developer has configured the
XY coordinates all of the displays to open on one or other specific monitor.
Application popups can be given XY coordinates or can use VBA to appear wherever the
mouse click occurred. However, system popups (not HMI application popup) will always
show up on the "first" monitor.
For additional details, see Rockwell Automation Knowledgebase Answer ID:
RAKB: QA30673- Sample VBA: Position a popup or faceplate in SE relative to the
clicked mouse position
RAKB: QA1752- Using FactoryTalk View SE Distributed with multiple monitors
27
Applying FactoryTalk View SE in a 21 CFR Part 11 environment
It is often asked if FactoryTalk View SE complies with the electronic records and
signatures portion of 21 CFR Part 11 (Title 21 – Code of Federal Regulations – Part 11).
FactoryTalk View SE has been designed to meet the needs of customers needing to
comply with regulations such as 21 CFR Part 11. However, the software product in itself
cannot be compliant, but when the software is applied properly it can make a system
compliant.
FactoryTalk View SE Version 12 and later – Updated Support Variable
Objects leveraging Electronic Signature and Confirmation updated to support variable
based behavior. Use variables to control the confirmation type. Support for parameter
passing to a numeric input, string input, or button for different levels of confirmation:
•
No Confirmation
• Confirm without Signature
• With Performer Signature

Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 48 of 53
• With Performer & Approver Signature
For additional details, see Rockwell Automation Knowledgebase Answer ID: RAKB:
QA4103 - Applying FactoryTalk View SE in a 21 CFR Part 11 environment.
28
Maintenance
and
Troubleshooting
There is no replacement for a conversation with Technical Support when you believe
there may be a real issue. Getting familiar with Maintenance and Troubleshooting
techniques may help you understand the system better. This will assist you to diagnose and
solve issues quickly and to communicate to Technical Support the issues being
experienced.
Using FactoryTalk Diagnostics
FactoryTalk Diagnostics is the central location for warnings and errors generated by the
system. FactoryTalk Diagnostics and Audit allows you to collect, store, and examine
messages from multiple FactoryTalk-enabled products in a single, central location. Use
these messages to your advantage!
FactoryTalk Diagnostics include:
• Command and macro usage
• Operator comments and other actions (such as tag writes)
• System messages and errors
• Communication network messages
• Tag read and write activity etc.
• The information can be:
• Viewed in the FactoryTalk Diagnostics Viewer List (shown above)
• Viewed in a Graphic display using the FactoryTalk Diagnostics Viewer Object
• Archived for future analysis
• Exported to ODBC format
Choose where to log messages by type and specify which categories of messages should
be routed to the logging destination.
Log customized audit message for numeric input object – Version 12 and later
Log customized audit message for numeric input object when setting a tag value. Support
for insert of a tag or parameter (#) into the remark command. Support for using new
placeholder’s /N and /C to capture the new value and current value of the associated tag.
For additional details, see Rockwell Automation Knowledgebase Answer ID: RAKB:
IN19028 – How to move the FactoryTalk Diagnostics Log to Another Location
RAKB: QA5790 - Tips for viewing the FactoryTalk Diagnostics logs of several
computerssimultaneously
RAKB: IN37201 - Sample VBA: Using a Wrapper Module to Log Standard Error
Messages
Patching FactoryTalk Products and Applications

Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 49 of 53
Periodically, product patches are released to fix product anomalies. In general, once a
system is deployed and working successfully, it is not recommended to install a patch
roll-up simply because it exists. Patches should be used to address problems that are
being experienced and affecting the application.
Patches are included in a single patch
roll-up execution file so that all patches can be applied at once. Even though all patches are
included in the roll-up, only patches that are actually required for an installed product will
be applied. The roll-up uses specific check files to confirm which product is installed. The
roll-up will only install patch files provided these files already exist on the target computer
unless a new binary file is being introduced as part of a patch. The patch roll-up includes
patches for the following products:
• FactoryTalk View
• FactoryTalk ViewPoint
• FactoryTalk
AssetCentre
• FactoryTalk Batch
• FactoryTalk Transaction Manager
• FactoryTalk Metrics and Report Expert
• FactoryTalk Alarms and Events
• FactoryTalk Services Platform
• FactoryTalk Linx
• FactoryTalk Linx Gateway
• RSLinx
Classic
Master list of all available Patch Table of Contents (TOC)
For additional details, see Rockwell Automation Knowledgebase Answer ID: RAKB:
QA57432 - Master list of all available Patch TOCs
Verifying Installed Patches
To make sure patches were installed successfully, a utility called the Patch Validator
utility can be used to compare the files installed on a computer to a list of patch files
currently available. The Patch File Validator utility will run automatically after a roll-up
has been applied.
For additional details, see Rockwell Automation Knowledgebase Answer ID: RAKB:
QA56623 - Patch File Validator Utility
The roll-up version is also written to the computer registry location:
HKEY_LOCAL_MACHINE\SOFTWARE\Rockwell Software\Patch Roll-ups
Applying Patches to Redundant HMI Server Application
You may be able to minimize downtime when applying software patch roll-ups to running
systems with redundant HMI servers by following this suggested step-by-step procedure.
For additional details, see Rockwell Automation Knowledgebase Answer ID:
RAKB: IN9629 - FTViewSE CPR9: Minimal downtime installation of a patch rollup to
redundant HMI servers

Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 50 of 53
29
FactoryTalk View SE Tools
FactoryTalk View Application Documenter
A stand-alone utility that provides very detailed information on SE or ME projects. The
user is able to select the components and elements they need to view. The complete project
information or only selections can be printed to provide a quick comprehensive hard copy
reference manual. This tool is automatically installed with the product.
FactoryTalk View SE Application Manager
A utility that simplifies the backup and restore operations. You can use it to back up,
restore, rename, and delete FactoryTalk View SE applications, including the FactoryTalk
Directory.
DeskLock
A utility that locks users in the FactoryTalk View SE Client program and prevents them from
having access to the Windows desktop and using Windows system keys.
FactoryTalk View SE Cache File Management
A utility that can be used to manage temporary internet files. This tool is required on
systems with
Internet Explorer 10 and later.
FactoryTalk View SE Website Setup
A utility that allows for a more secure web site to be configured that IIS will use instead
of its default web site, to transfer information between HMI servers and clients in a
FactoryTalk View SE network application.
For information about when and how to enable it, refer to the FactoryTalk View Users
Guide:
Publication VIEWSE-UM006
Graphic Strings Search and Replace
A utility to perform search and replace operations on strings that are contained within
graphic displays.
HMI Server Backup and Restore
A utility that allows for a backup to be created of a running HMI server project. Only
backup the HMI Server files and not the entire application.
Legacy Tag Database Conversion
A utility to convert your legacy HMI server projects (version 6.0 and older) so the Tag
database will function with Microsoft SQL Express.
Tag Import and Export Wizard
A utility for importing or exporting the FactoryTalk View SE Server’s HMI tag database.
Exports it to a CSV file format, so that multiple modifications can be made to the file

Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 51 of 53
and imported back with any changes.
FactoryTalk Live Data Test Client
The Live Data Test Client allows you to troubleshoot FactoryTalk OPC communications,
Direct Reference, and HMI Tags.
30
Other Tools and Utilities
Windows Event Logs with FactoryTalk Diagnostics
FactoryTalk Diagnostics was added to the Windows Event Viewer so all computer log files
are accumulated in the same place.
For additional details, see Rockwell Automation Knowledgebase Answer ID:
RAKB: QA48157 - Batch file script to collect Windows event logs for Windows
Server 2008 / Windows 7 (32 or 64 bit) and later operating systems
Windows Performance Monitor
Create historical logs and alerts for resource conditions such as running out of process memory.
For additional details, see Rockwell Automation Knowledgebase Answer ID:
RAKB: BF2307 - Monitoring FactoryTalk View SE memory and CPU usage using
Performance Monitor
31
RSView32 to FactoryTalk View SE Conversions
Converting an application from RSView32 to FactoryTalk View SE is a built-in option that
can be selected when creating a new HMI server.
Keep in mind, that the following HMI components will not convert from RSView32 to
FactoryTalk
View SE:
• Native View32 trends
• Tag
monitors
• Command lines embedded in graphics
• Alarm Summaries
• External applications that depend on RSView32 to be an OPC or DDE Live
Data
Server
Certain ActiveX controls may not function as they did in RSView32. These will need to
be evaluated on a case-by-case basis.
To migrate an RSView32 project to a
FactoryTalk View SE distributed application, do not use the “Attach” option. Instead,
create a new HMI server by importing the project. To do this, select ‘Import a project” in
the Select Operation window of the Add HMI Server Wizard. Then in the Import Project
window, select RSView32 as the project type and specify the path to the RSView32 project
file.
For additional details, see Rockwell Automation Knowledgebase Answer ID: RAKB:
IN2272 - RSView32 to FactoryTalk View SE Conversion Guides

Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 52 of 53
RAKB: QA5499 - RSView32 to FactoryTalk View Supervisory Edition Migration
Considerations
VBA – RSView32 to FactoryTalk View SE
FactoryTalk View SE Version 11 and later - New VBA interface for HMI tag database.
For additional details, see the FactoryTalk View Site Edition User's Guide
Publication VIEWSE-UM006
Additional details for migrating RSView 32 VBA, see Rockwell Automation
Knowledgebase Answer ID:
RAKB: QA7468 - Sample VBA: Exercise in migrating a View32 application with VBA to
ViewSE

Design Considerations - FactoryTalk View Site Edition – Dec 2022
Page 53 of 53
32
Reference
Information
Links
FactoryTalk View Tips and Best Practices Table of Contents
RAKB: QA57435 - FactoryTalk View Tips and Best Practices TOC
Compatibility
RAKB: PN24 - Rockwell Software Products and Antivirus Software
Data Communications
FactoryTalk Linx Getting Results Guide: (Publication LNXENT-GR00)
RAKB: QA63912 - FactoryTalk Linx Data Server Limits
RAKB: IN7967 - RSLinx Classic, RSLinx Enterprise, FactoryTalk Linx Driver
Compatibility Matrix
RAKB: IN6423 - OPC and DCOM Information, Tutorials and Troubleshooting
RAKB: QA54777 - Using FactoryTalk Applications with Third Party Devices
RAKB: BF7490 - TCP/UDP Ports Used by Rockwell Automation Products
RAKB: IN12549 - RSLinx Internals: OPC/DCOM timeouts when a remote client is disconnected
RAKB: QA27017 - RSLinx Enterprise LogixDP Data Provider Information
RAKB: QA14972 - Data Server Decision Guide
RAKB: QA48247 - Optimize ControlLogix Performance for FactoryTalk Client
Applications
RAKB: QA31231 - FactoryTalk Diagnostics Counter Monitor
ControlLogix
ControlLogix Selection Guide (Publication 1756-SG00)
RSLogix5000 Controllers Design Considerations (Publication 1756-RM094)
ControlLogix Redundancy System User Manual (Publication 1756-UM523)
ControlLogix Enhanced Redundancy System User Manual (Publication 1756-UM535)
