
AD ALTA JOURNAL OF INTERDISCIPLINARY RESEARCH
THE EFFECT OF INTERNAL COOLING ON BLOW MOLDED PRODUCTS
a
PAVEL BRDLÍK,
b
PETR LENFELD
Technical University of Liberec, Department of Engineering
Technology, Studentská 2, 464 17, Liberec 1, Czech Republic.
email:
a
pavel.brdlik@tul.cz,
b
petr.lenfeld@tul.cz
This paper was prepared due to the financial support from Student Grant Contest
project 28005 (SGS 28005) from the TUL part within the support of the specific
university research.
Abstract: The article presented deals with the production of blow molding products
where the cooling phase is one of the most important. The method of reducing the heat
energy directly determines the production time and dictates product quality. One very
efficient way to improve the cooling ability, and consequently to reduce production
time, is to implement at this stage internal cooling systems. These systems make it
possible to ensure savings 50% of the production time. This is an interesting result, but
the next important question is how the intensive internal cooling influences product
quality? The aim of this published research is therefore focused on finding an answer
to the question posed. To achieve this target, theoretical research was used to create a
series of experiments which measured and evaluated the microstructure, mechanical,
visual behavior and also the stability of the shape of the product.
Keywords: internal cooling, blow molding process, microstructure, behavior of
products, carbon dioxide
1 Introudction
Extrusion blow molding is the most commonly-used technology
for the production of hollow parts (GARCIA-REJON, 1995).
The process can be divided into three main steps: the formation
of the parison, clamping and inflation of the parison, and the
cooling and solidification of molten form. Of these 3 stages,
definitely the cooling stage takes the longest. This is because the
polymer materials have a low heat transfer coefficient
(ROSAT, 2004). Consequently a number of improvements have
been recorded. Internal cooling is one of the most efficient. The
principle of internal cooling is based on the ability to increase
heat reduction inside the parts of the product. These days there
are several suitable solutions in use. The circulation of air is the
easiest variant, which requires the lowest initial investment. On
the other hand, the resultant increase in production efficiency is
not as high as with the following cooling methods
(HUNKAR, 1973). The use of deep-cooled air (-35°C) is clearly
more efficient (STIPSITS, 1993). An even more efficient
possibility is to connect to a cooling mixture system of
pressurized air and water droplets. This system uses the Joule-
Thomson effect to change water droplets into ice crystals
(MICHAELI, 2007). Another method which uses an atomized
medium to perform the cooling process is the injection of an
inert gas such as carbon dioxide (-78°C) or nitrogen (-196°C).
This cooling variant is by far the most efficient with a possible
process improvement of up to 50% (JORG, 2006). The exact
value depends on the volume of the product, its thickness,
intricacy, injection setting, used gas, and so on. This is of great
interest for producers who are continuously looking to speed up
production. But the issue of product quality must not be
forgotten. Although the quality is a very important part of blow
molding production, there is not a lot of research recorded that
deals with this topic. One of the most interesting studies was
written by Professor Dilhan M. Kalyon et al.. They focused their
research on investigating the influence of different heat transfer
methods on the microstructure, the crystallinity and the
birefringence of the blow-molded article
(KALYON, 1983, 1991). In their study, the changes in the
distribution of density, residual stress and molecular orientation
were observed. S. B. Tan and P.R. Hornsby were part of another
research group. This group explored the effects of cooling rate
on the morphology, shrinkage, warpage and impact properties
(TAN, 2011). Their results indicate that internal cooling could
significantly influence the nature of the products. Hence
experimental measurements were taken to explore the changes to
the microstructure, the mechanical and visual properties and the
shape stability of products by connecting a progressive internal
cooling system to the common blow molding process.
2 Experiment
To investigate the influence of internal cooling on the quality of
blown products, the liquid carbon dioxide injection system was
chosen. This system has the biggest cooling effect due to the
introduction of innovative internal cooling variants and therefore
can produce the most obvious results. The cooling effect is
evaluated on two products of different volume and wall
thickness. They are a seven liter container with a 4mm average
wall thickness and a 0,5 liter bottle with a wall thickness of
1,5mm (figure 1). The conclusions can be generally applied. The
next important decision was the selection of test material. From
the polymers used, polyolefin was selected. This is because
polyolefin is by far the most common material in the production
of hollow products. Two variants were selected. The first one is
a common linear, high-density semi-crystal copolymer called
PE-Liten BB 29 and the second one is a homopolymer,
PP-Mosten EH 0.1. Production took place on 2 classic, single
station, pneumatic, blow-molding machines: a GM 750
(0,5l product) and a GM 5000 (7l product) at the company
G D K spol. s.r.o. The concept of the planned experimental
measurements is shown in Table 1. In first part, the common
blow molding process running at the maximum production limit
was measured. The speed of production was restricted by the
demolding temperature. Next, the carbon dioxide cooling system
was connected to the common blowing process. The CO2 was
injected for 50% of the total cooling time. The last part of the
experiment was to assess the increase in productivity
corresponding to the
used period of CO2
loading.
Thermographic
pictures and test
specimens were taken
from each setting to
additionally analyze
the microstructure,
mechanical and visual
properties, and also the
stability of the shape
of the product. Several
different areas of the
form were selected to
involvement
differences across the
product. The specific
areas are shown in
figure 1.
Tab.1 Process parameters of the experiment
Products
Melt temperature
Cooling temperature
of mold
Critical cycle time of
blow molding setting
Cooling time of blow
mold cooling system
Machine time
Time of injection of
liquid CO2
Increase of efficiency
(evaluated form
max. temperature)
Increase of
productivity
0,5l
190
°C
5°C
22s
16s
4s
8s
43%
45%
7l
190
°C
5°C
95s
80s
10s
40s
17%
21%
3 Results and discussion
The morphology and consequently also the material properties of
the polymer are strongly affected by the thermal-kinetic
conditions during the process of solidification. This is because
the initial temperature and intensity of cooling determine the
number, size and distribution of spherolites, which determine the
Evolution of
tensile test
Evaluation of
density
Fig. 1 Examined products
- page 138 -

AD ALTA JOURNAL OF INTERDISCIPLINARY RESEARCH
mechanical, visual and other properties of the semi-crystal
polymer (KREBS, 2006). The thermal reduction phase of the
cooling process is therefore of enormous important. Blow
molding production is a complicated non-isothermal, cyclic
process with two cooling interfaces. These are the interface
between the polymer and the mold and the interface between the
air and the polymer (ROSAT, 2004). If they are compared it is
evident that their cooling ability is not the same. The inflated
parison touches the cold wall of the mold, initiating the intensive
heat transfer (500 W/m2 K). On the other side of cooling
interface, the heat transfer between the still air and the polymer
(free convection) is very low (20 Wm2 K). These differences in
cooling rates could cause the non-uniform structure throughout
the wall thickness, as well as changes of density, molecular
orientation, birefringence, shrinkage or even warpage
(KALYON, 1983, 1991, TAN, 2011).
3.1 Structure
The microstructure of the polymer is composed of deposited
(crystals) and amorphous fragments. Their rate is specified as
percentage of crystalline. The quantity of fragments created is
mainly influenced by the ability of the material to crystallize, but
the thermal-kinetic conditions also have a considerable impact
(KREBS, 2006). For example, if slower cooling is applied, it
gives the spherolites more time to grow than with faster cooling
and the result is the creation of fewer, but bigger spherolites.
Conversely, using more intensive cooling causes the creation of
more, but smaller spherolites (KREBS, 2006). For blow molding
process, this means that by intensively cooling the effective
interface, polymer/ mold, a large number of small spherolites
should be created. Low heat transfer of the effective interface,
air/ polymer, gives the spherolites enough time to grow to larger
sizes. The difference in morphology increases with increasing
product thickness and a faster cooling rate of the mold (external
cooling system). How does this influence the connection to a
progressive internal cooling method? From the theoretical
statement introduced above, it can be assumed that the
spherolites would be smaller and the structure more uniform.
The influence of the different cooling rates at both interfaces on
the microstructure across the product was observed using
polarization microscopy. The results, which are shown in
figure 2, showed that no structural changes were noted. This
result was found for all tested samples of both of the examined
materials. The explanation could be found through
experimentation of the cooling settings. Water at five degrees
centigrade is circulated in the mold, which is the lowest
recommend temperature to produce the product without causing
rejection (through the effect of sweating). If a higher cooling
temperature or a thicker product were tested, the results could be
different.
PP-Mosten EH 0.1
PE-Liten BB 29
Fig. 2 The distribution of microstructure
3.2 Density
As previously mentioned, the microstructure is defined. But,
how was the percentage of crystals changed? The easiest test for
crystalline changes is the determination of the density. The
crystal fragments contain macro-molecules which are closer
together than the macro-molecules in amorphous locations.
Consequently these areas have a higher density (KREBS, 2006).
The increase in density then clearly indicates an increase in the
percentage of crystals. To explore the changes in density, and
hence crystal percentage, three areas on each product were
examined (figure 1). Different temperatures were recorded in
these locations. This could cause different thermal-kinetic
conditions and therefore different crystal percentages. The
results which are showed in figure 3 confirmed this theory.
Higher densities were recorded in locations with higher
measured temperature. Connection to a liquid carbon dioxide
injection system brings about an increase in cooling efficiency.
The products were re-tested using a lower temperature and the
test specimens reached lower density. But by increasing
productivity the demolding temperature was increased and
therefore the density was similar to the first experimental
measurements. This discovery allows us to declare that
increasing productivity does not change the percentage of
crystals.
Fig. 3 Average values of measured density with standard
deviation
3.3 Mechanical properties
For the evaluation of mechanical properties of semi-crystal
polymers, it is necessary to know that crystal fragments have
different mechanical properties from amorphous ones. Their
closer ordering leads to higher adhesive forces. Consequently,
the increasing percentage of crystals leads to increased strength,
mechanical stiffness and hardness by several degrees of
toughness. The amorphous segments are possible to imagine as
joints about which the crystals can rotate by deformation. It
contributes to improving toughness and elongation
(KREBS, 2006).With respect to the results of density and the
declared theory that, as the density (percentage of crystals) was
changed by more intensive cooling, so the mechanical properties
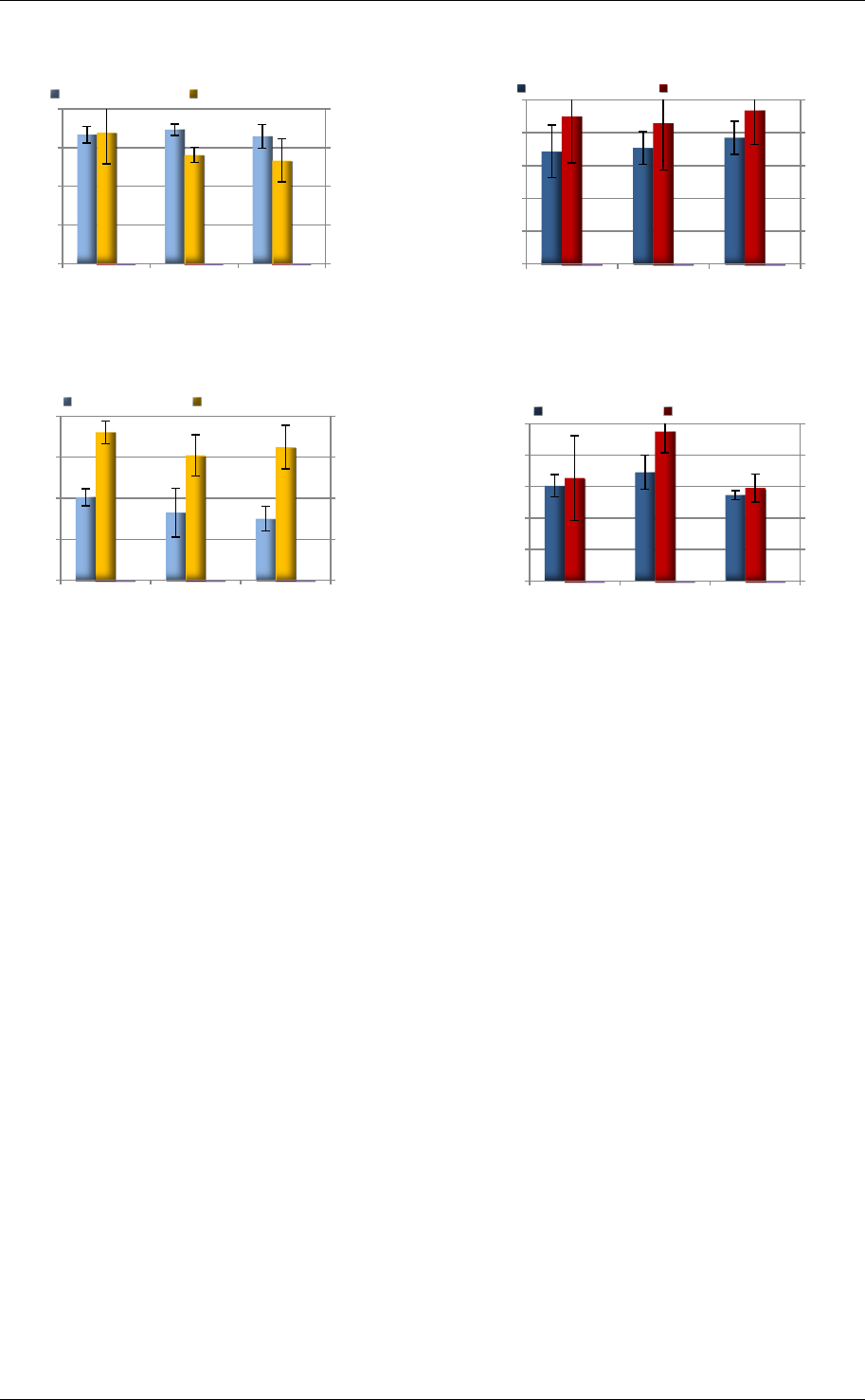
could be changed too. The tensile test didn´t confirmed this
premise, as can be seen in the figure 4 and figure 5. The
differences between the results are very small and could be with
relation to reached values of standard deviations neglected.
898,0
901,0
904,0
907,0
910,0
common cooling
cooling with
CO2
productivity
increasing
Density
PP-Mosten EH 0.1
7 liter product
0,5 liter product
940
942
944
946
948
common cooling
cooling with
CO2
productivity
increasing
Density
PE-Liten BB 29
7 liter product
0,5 liter product
Out side interface
Inside interface
Out side interface
Inside interface
- page 139 -
AD ALTA JOURNAL OF INTERDISCIPLINARY RESEARCH
3.4 Visual properties
The visual properties of semi-crystal polymers can be evaluated
with the help of birefringence (KALYON, 1983). Professor
Dilhan M. Kalyon proved in his publications that the distribution
of birefringence is a function of the distance from the outer
surface. “The rapid cooling rates at the interface polymer/ mold
induce the retention of the orientation and generate high values
of birefringence (especially at low initial parison temperature)”
(KALYON, 1991). Conversely, the low heat transfer at the
interface air/polymer causes a decrease in the orientation of the
macromolecules and gives rise to negligible birefringence
values. This means that the birefringence deceases from a
maximum at the outer surface to a minimum at the inner surface
(KALYON, 1983). The measured rate and distribution of
birefringence for the experimentally created, cooling variant did
not show any significant variations. This behavior corresponds
with the earlier conclusion concerning the structure across the
product.
3.5 Warpage
Warpage is directly related to residual stress which is built up by
locally varying strain fields during solidification of the polymer.
Non-uniform cooling therefore causes temperature variations,
strain gradients and lead to an uneven residual stress, which
induces a bending moment in the part. The bending moment
leads to warpage of the part in order to balance the residual
stress (TAN, 2011). It can be supposed that increasing the
external cooling rate will increase the unbalanced residual stress.
As a consequence, the induced bending moment and the part
warpage also increase. On the other hand, increasing the cooling
ability at the air/ polymer interface should decrease the potential
warpage or distortion during molding because the thermal heat
transfer is more uniform on both sides (TAN, 2011). Because the
structure is uniform and no-residual stress was detected, warpage
distortion is not an issue. Comparison of the shape stabilities of
the products confirmed this association.
4 CONCLUSIONS
The aim of this article is to investigate the influence of an
internal cooling method on the structure, the mechanical and
visual properties and the stability of shape of semi-crystal
products. Theoretical research states that differences in thermal
conductivity at the polymer/ mold interface and the air/ polymer
interface could lead to a non-uniform structure throughout the
product regarding wall thickness, as well as changes of density,
molecular orientation, birefringence, shrinkage and even
warpage. Improving the cooling ability of inner surfaces should
ensure more uniform structure and a decrease in potential
warpage or distortion in the mold. Consequently the use of a
progressive internal cooling method should have a positive
effect. Experimental examination of the changes in heat transfer
on the internal interface did not show any changes in the
structure. This is probably because a very intense cooling setting
of the mold was applied which caused fast and uniform cooling
of the structure. The question is how the structure would look
with thicker products or materials with higher thermal-kinetic
requirements for crystallization. The crystal percentage
decreased with the more intensive cooling setting. However, no
differences were noted with increased productivity. Neither in
the evaluation of shape stability of the product nor in its visual
behavior and mechanical properties were any significant
differences of tested variants observed. This allows us to state
that using the liquid carbon dioxide injection system for 50% of
the total cooling period brings about an increase in efficiency of
21% in a 7l container, and 45% in 0,5l container and it does not
cause any structural, mechanical or visual changes, nor were
there any product shape differences in either of the tested
polyolefins (PP, PE).
Literature:
1. GARCIA-REJON, A. Advances in Blow Moulding Process.
Rapra Technology Limited, Shrewsbury, p. 3, 17-30. 1995.
5,0
6,3
7,5
8,8
10,0
9
14
19
24
29
Common
cooling
Cooling with
CO2
Productivity
increasing
Unite tensile strain
[
%
]
Tensile stress
[
Mpa
]
Yeld point in tension
Tensile stress Unite tensile strain
9,0
9,5
10,0
10,5
11,0
14
15
16
17
18
Common
cooling
Cooling with
CO2
Productivity
increasing
Unite tensile strain
[
%
]
Tensile stress
[
Mpa
]
Yeld point in tension
Tensile stress
Unite tensile strain
500
540
580
620
660
700
30
32
34
36
38
40
Common
cooling
Cooling with
CO2
Productivity
increasing
Unite tensile strain
[
%
]
Tensile stress
[
Mpa
]
Ultimate strenght
Tensile stress
Unite tensile strain
690
730
770
810
850
890
22
24
26
28
30
32
Common
cooling
Cooling with
CO2
Productivity
increasing
Unite tensile strain
[
%
]
Tensile stress
[
Mpa
]
Ultimate strenght
Tensile stress
Unite tensile strain
Fig. 4 Results of tensile test for PP-Mosten EH 0.1
Fig. 5 Results of tensile test for PE-Liten BB29
- page 140 -

AD ALTA JOURNAL OF INTERDISCIPLINARY RESEARCH
2. ROSAT, D. V. ROSAT, A.V. DiMathia, D.P. Blow
Moulding Handbook. Munchen, p. 227-257, 2004. ISBN 1-
3446-22017-8.
3. HUNKAR, D. B. Coolin Blow –Molded Bottles From the
Inside Out. Journal of Plastic Engineering. vol . 29, p. 25-
27, 1973, ISSN: 0091-9578.
4. STIPSITS, B. Using -30°C Internal Cooling Air to Achieve
Faster Extrusion Blow Molding Machine Cycle Via the CAC
– Compressed Air Cooling System. 9
th
Annual High
Performance Blow Molding Conference, New Jersey, USA,
Conference Proceedings, p. 253-262, 1993.
5. MICHAELI, W., BRUMER, T. Reduction o Cooling Time
by Using Atomized Watter in Blow Molding. ANTEC 2007,
Ohio, USA, Conference Proceedings. vol. 4, p. 2137-2141,
2007, IBSN 978-1-60423-24-1.
6. JORG, CH. Carboxyl dioxide cooling method may take the
waiting out of plastic parts. Journal of Automotive
Engineering, p. 40-41, 2006, ISSN 2008-9899.
7. KALYON D. M., KAMAL,M.R. Heat Transfer and
Microstructure in Extrusion Blomolding. Journal of Polymer
Engineering and Science. vol . 23, no. 9, p. 503-509, 1983,
ISSN 1548-2634.
8. KALYON D. M., JEONG S. Yu. Microstructure
Development in Blow Molded Amorphous Engineering
Plastic. Journal of Plastic, Rubber and Composites
Processing and Applications. vol .15, no. 2, p. 95-101,
1991, ISSN 0959-8111.
9. TAN, S.B, HORNSBY P.R, MCAFEE M.B, KEARNS
M.P., MCCOURT M.P. Internal Cooling in Rotational
Molding – a Review. Journal of Polymer Engineering and
Science. vol . 51, p. 1683-1692, 2011, ISSN 1548-2634.
10. KREBS, J. Teorie zpracování nekovových materiálů.
Liberec: Technická univerzita v Liberci, p.20-30, 48-55, 90.
2006, ISBN 80-7372-133-3.
Primary Paper Section: J
Secondary Paper Section: JP
- page 141 -
